�|���֘I(y��)��W(xu��)���x�^(q��)������Y(ji��)��������(sh��)֬/̼�w�S/̿�ڏ�(f��)�ϲ��ϵ������о�
�x���Լ�����Y(ji��)��selected laster sintering��SLS�����g(sh��)��һ�N���ڷ�ĩ���ϵ��������켼�g(sh��)������SLS���g(sh��)����������r(sh��)����Ҫ֧�νY(ji��)��(g��u)�����������ʸ߲����܉�@�Ï�(f��)�s�Π��Ƽ��ȃ�(y��u)�c(di��n)��Ŀǰ�V����(y��ng)������܇�����պ���������t(y��)�����ИI(y��)��

�߷��Ӳ������������뼤����Y(ji��)�еĹ��̲��ϣ������|(zh��)�p�r(ji��)�����������ܺõȃ�(y��u)�c(di��n)�������(l��i)�о��ˆTͨ�^(gu��)����̼ϵ�����ٺͽ���������Ȍ�(d��o)����Ϝp�ٸ߷��Ӳ��ϵ��o�����Σ������(y��ng)������������͂��������I(l��ng)������ڽ��ټ��������̿�ڡ�ʯī��̼ϵ���Ͼ��Ё�(l��i)Դ�V�����ɱ����������܃�(y��u)�������c(di��n)���V�����ڏ�(f��)�ό�(d��o)늸߷��Ӳ��ϵ��Ƃ䡣
���Ѓ�(y��u)���C�����ܵğ����Ը߷��Ӳ���PES���������õij������ܺͿ��؏�(f��)���õ����c(di��n)������(sh��)�(y��n)�x����x���Լ�����Y(ji��)�Ļ��w���ϡ����n�}�Mǰ�ڌ�(du��)PES/CF��(f��)�Ϸ�ĩ��PES/CB��(f��)�Ϸ�ĩ�M(j��n)���˼�����Y(ji��)��(sh��)�(y��n)�о����Y(ji��)������������̼ϵ�������������ԣ���һ̼ϵ���ϵľ�������(sh��)֬����(f��)�ϲ��ϼ�����Y(ji��)���y�ԫ@�Ã�(y��u)���ľC�����ܡ����磬��һ����CF�|(zh��)����?j��n)?sh��)��5 %�r(sh��)����(du��)PES/CF���Y(ji��)�������W(xu��)���ܾ�������(qi��ng)�����ã��������γɌ�(d��o)�ͨ·����ʹPES/CF���Y(ji��)����(n��i)���γɌ�(d��o)�ͨ·�������|(zh��)����?j��n)?sh��)��25 %��CF���˕r(sh��)��(hu��)��(d��o)���Y(ji��)�����W(xu��)���ܵĴ���½�����һ���ϼ{��(j��)��CB��ĩ�������ϵ�PES/CB������Y(ji��)�����Ѓ�(y��u)���Č�(d��o)����ܣ����S��CB�|(zh��)����?j��n)?sh��)���M(j��n)һ�����ӣ����Y(ji��)�������W(xu��)�����ܵ����������P(gu��n)�о�������CF������CB�γɵČ�(d��o)늾W(w��ng)�j(lu��)������ӡ������ã�ʹ�Ï�(f��)�ϲ���������(qi��ng)���W(xu��)���ܵ�ͬ�r(sh��)���и��õČ�(d��o)����ܡ�
�����xȡCB��CF������s���ϣ�PES������w���о�CB�|(zh��)����?j��n)?sh��)��2 %�r(sh��)���|(zh��)����?j��n)?sh��)��0~3 %CF�����ӌ�(du��)���Y(ji��)�����@�M�������W(xu��)���ܡ���(d��o)����ܺͱ����|(zh��)����Ӱ푡������@�óɱ��������C�������^�õ�PES/CF/CB��(f��)�Ϸ�ĩ���ڿ��o��I(l��ng)��ͬ�r(sh��)�M(j��n)һ���،�������Y(ji��)���ϷN�
![]() ��(sh��)�(y��n)����(��(ji��)�x��
��(sh��)�(y��n)����(��(ji��)�x��
l �Ƙ��^(gu��)��
���n�}�Mǰ���о��l(f��)�F(xi��n)��(j��ng)������ɢ��CB�|(zh��)����?j��n)?sh��)��2 %�r(sh��)��PES/CB������Y(ji��)����(n��i)�������γɌ�(d��o)�ͨ·������(sh��)�(y��n)�O(sh��)��CB��ĩ�|(zh��)����?j��n)?sh��)��2 %��ͨ�^(gu��)����0~3 %��ͬ�|(zh��)����?j��n)?sh��)��CF���о�CF�|(zh��)����?j��n)?sh��)��(du��)��PES/CF/CB���Y(ji��)�����W(xu��)���ܺ͌�(d��o)����ܵ�Ӱ푡��ڱ��n�}�Mǰ���о��Ļ��A(ch��)�ϣ��O(sh��)������(sh��)�(y��n)��ˇ����(sh��)���A(y��)��ض�80 �桢�����15 W�������ٶ�2000 mm/s���Ӻ��0.1 mm�͒����g��0.1 mm��
����(sh��)�(y��n)����CB�|(zh��)����?j��n)?sh��)��2 %��CF�|(zh��)����?j��n)?sh��)��0��0.5 %��1 %��1.5 %��2 %��2.5 %��3 %������Ƃ�PES/CF/CB��(f��)�Ϸ�ĩ�����w���E���£�����(j��ng)�^(gu��)������ɢ��CB/�o(w��)ˮ�Ҵ��ҝ�Һ�cCF��PES��ĩ��ֻ�Ϻ�����ظ������и���16 h���ض��O(sh��)�Þ�45 �棬�����^(gu��)����ÿ��2 h��(du��)��(f��)�Ϸ�ĩ����(d��ng)һ�Ρ����ø��ٻ�ϙC(j��)��(du��)��ɺ��(f��)�Ϸ�ĩ�M(j��n)�л��̎�������Ϻ�ď�(f��)�Ϸ�ĩ�M(j��n)�кY�֣��õ������ϵIJ�ͬ��(sh��)�(y��n)�MPES/CF/CB��(f��)�Ϸ�ĩ��
l ���ܜy(c��)ԇ�c�Y(ji��)��(g��u)����
��������f(w��n)�����W(xu��)ԇ�(y��n)�C(j��)����GB/T 1040.1��2018��GB/T 9341��2008��(du��)ԇ���M(j��n)������ԇ�(y��n)��3�c(di��n)����ԇ�(y��n)���������ʺ͏������ʾ���5 mm/s��ԇ�ӳߴ�քe��150 mm��10 mm��4 mm��80 mm��10 mm��4 mm��ÿ�M�y(c��)ԇ5��(g��)ԇ�ӣ�
���Ô[�Nʽ?j��ng)_��ԇ�(y��n)�C(j��)����GB/T 1843��2008��(du��)�_��ԇ���M(j��n)�Мy(c��)ԇ��ԇ����͞�o(w��)ȱ��ԇ�ӣ��_������2J���_�����62 mm��ÿ�M�y(c��)ԇ5��(g��)ԇ�ӣ�
������̽ᘜy(c��)ԇ�x����GB/T 15738��2008��(du��)����ԇ���M(j��n)������ʣ��ѣ��Ĝy(c��)����������(j��)��ʽ��=1/��Ӌ(j��)����Y(ji��)��늌�(d��o)�ʦң�
ԇ�Ӕ�ڇ�������SEM��(du��)ԇ�Ӕ���M(j��n)���@�M���^�죻
���ôֲڶȜy(c��)ԇ�x��(du��)���Y(ji��)���ı���ֲڶ��M(j��n)�Мy(c��)����ÿ�M�y(c��)��5��(g��)ԇ�ӡ�
![]() �Y(ji��)���cӑՓ
�Y(ji��)���cӑՓ
l CF��(du��)���Y(ji��)���@�M����Ӱ�
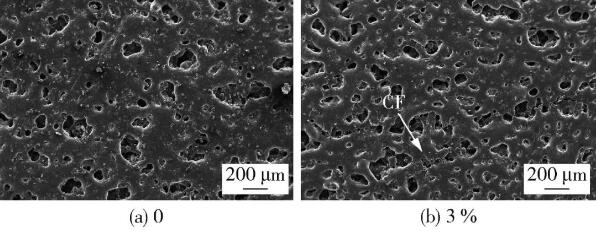
�D1�鲻ͬCF�|(zh��)����?j��n)?sh��)PES/CF/CB���Y(ji��)�������ڵ�SEM��Ƭ���D1��a����CF�|(zh��)����?j��n)?sh��)��0�r(sh��)��PES/CB���Y(ji��)��������SEM��Ƭ����Ҋ(ji��n)���Y(ji��)����(n��i)���п�϶�͟��Y(ji��)�i�Ĵ��ڡ��D1��b����CF�|(zh��)����?j��n)?sh��)��0.5 %�r(sh��)PES/CF/CB���Y(ji��)����������ò�����Y(ji��)��������̎��Ҋ(ji��n)Ƕ��PES�е�CF�Լ�CF�γ�����CF��PES�^���ֵİ������D1��c����CF�|(zh��)����?j��n)?sh��)��1.5 %�r(sh��)PES/CF/CB���Y(ji��)����������ò����Ҋ(ji��n)�^��γ���CF�Լ�CF�γ��ף�CF��PES�е�ȡ��ʬF(xi��n)�S�C(j��)�ֲ����ڔ����Ͽ��l(f��)�F(xi��n)��ͬ�Ƕȵ�CF��CF�cPES�Ľ���Y(ji��)����r�^�á��D1��d����CF�|(zh��)����?j��n)?sh��)��3 %�r(sh��)PES/CF/CB���Y(ji��)����������ò����Ҋ(ji��n)����ȫ��¶��CF���F(xi��n)�Լ�CF�ۼ��ĬF(xi��n)���@�������������^���|(zh��)����?j��n)?sh��)��CFʹ�û��wPES�������㣬��(d��o)��ֻ�в���CF���^���ֵذ��������Y(ji��)����(n��i)����϶���࣬���̶ܳ�׃�
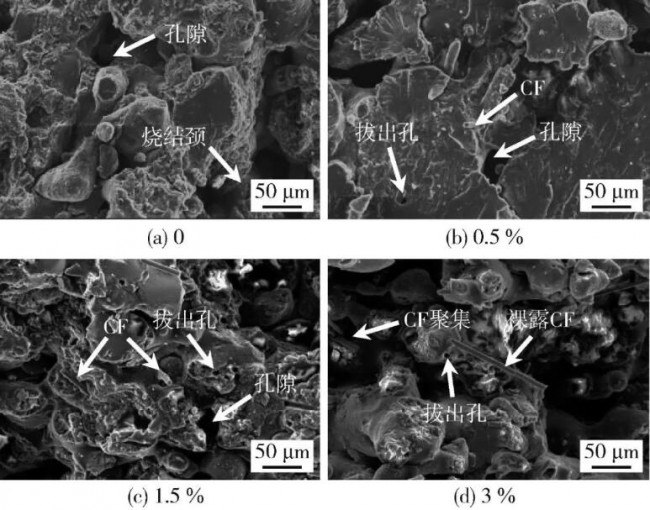 �D1 ��ͬCF�|(zh��)����?j��n)?sh��)�r(sh��)���Y(ji��)����������SEM��Ƭ
�D1 ��ͬCF�|(zh��)����?j��n)?sh��)�r(sh��)���Y(ji��)����������SEM��Ƭ
l CF��(du��)���Y(ji��)�����W(xu��)���ܵ�Ӱ�
�D2��ʾ��CF�|(zh��)����?j��n)?sh��)��0���ӵ�3 %�r(sh��)PES/CF/CB���Y(ji��)�������W(xu��)����׃�����������������Կ�����CF�|(zh��)����?j��n)?sh��)��u���ӣ�PES/CF/CB���Y(ji��)�������쏊(qi��ng)�ȡ�������(qi��ng)�Ⱥ͛_��(qi��ng)�Ⱦ��ʬF(xi��n)���½����������½���څ��(sh��)����PES/CF/CB���Y(ji��)�����쏊(qi��ng)�Ⱥ͏�����(qi��ng)��׃�����քe��7.248~7.713 MPa��11.825~13.275 MPa֮�g����(d��ng)CF�|(zh��)����?j��n)?sh��)��1.5 %�r(sh��)��PES/CF/CB���Y(ji��)�������쏊(qi��ng)�ȡ�������(qi��ng)�Ⱥ͛_��(qi��ng)�Ⱦ�����δ����CF�r(sh��)PES/CB���Y(ji��)�����_(d��)�����M��(sh��)�(y��n)��(sh��)��(j��)�����ֵ�քe��7.713��13.275 MPa��1.1 kJ/m2��
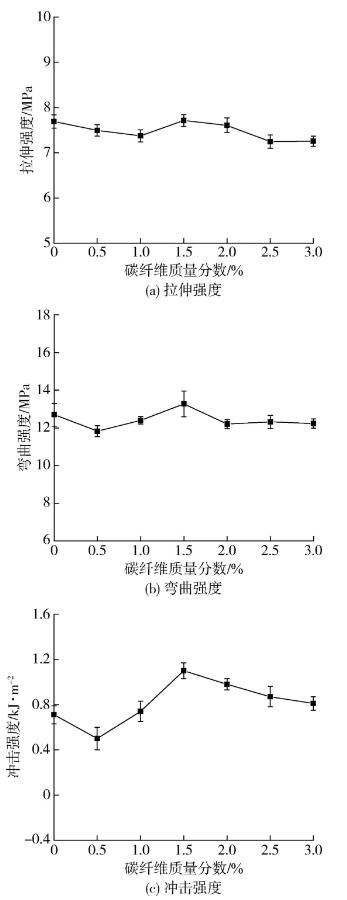 �D2 ��ͬCF�|(zh��)����?j��n)?sh��)�r(sh��)���Y(ji��)�������W(xu��)����׃������
�D2 ��ͬCF�|(zh��)����?j��n)?sh��)�r(sh��)���Y(ji��)�������W(xu��)����׃������
�Y(ji��)��SEM��Ƭ�����W(xu��)����׃��������������(d��ng)CF�|(zh��)����?j��n)?sh��)��0.5 %�r(sh��)���^��δ����CF�r(sh��)�ğ��Y(ji��)�������쏊(qi��ng)�Ⱥ͏�����(qi��ng)�Ⱦ����F(xi��n)С���½����@����������CF�����ӣ���(du��)���Y(ji��)�����W(xu��)���ܵ����������ԏ��a(b��)�w�S���CF�c�{��(j��)��CB��Y(ji��)��(g��u)���^�����ڟ��Y(ji��)����(n��i)���a(ch��n)����ȱ�ݣ���(d��o)���Y(ji��)�����W(xu��)�����ܵ��������ɈD3���Կ�������(d��ng)CF�|(zh��)����?j��n)?sh��)��1.5 %�r(sh��)���γ���CF�����Y(ji��)��PES������ֲڣ�CF��PES�^���ֵذ���������Y(ji��)����r���ã�CF�cPES֮�g�ęC(j��)е������r�^�ã�ʹ�ß��Y(ji��)�������W(xu��)���ܵõ���С��������
�S��CF�|(zh��)����?j��n)?sh��)�����ӣ�һ�����܉�ʹ��(f��)�ϲ����γɸ��������Č�(d��o)��W(w��ng)�j(lu��)�����и��Ӄ�(y��u)���Č�(d��o)��������ʹPES���w�ڼ�����Y(ji��)�^(gu��)���п��Ը�������ܟᣬʹ��PES���ڸ��ӳ�ָ��õذ���CF���p���˟��Y(ji��)����(n��i)��������(y��ng)������һ��������CF���^���L(zh��ng)���ȽY(ji��)��(g��u)����(d��ng)CF��PES���w�аγ��r(sh��)��Ҫ�˷����w��(du��)CF���Y(ji��)�������������������CF�|(zh��)����?j��n)?sh��)1.5 %�r(sh��)��CF��(du��)���Y(ji��)�����W(xu��)���ܮa(ch��n)��������Ч�����a(b��)��CF��CB��Y(ji��)��(g��u)�IJ���ڟ��Y(ji��)����(n��i)���a(ch��n)����ȱ�ݣ�ʹ��PES/CF/CB���Y(ji��)�����W(xu��)���ܵõ��������S��CF�|(zh��)����?j��n)?sh��)���M(j��n)һ�����ӣ�PES���w���M(j��n)һ���p�٣����Y(ji��)�����W(xu��)�����ֳ��F(xi��n)С���½����@�����ڻ��wPES�����Գ�ְ���ȫ��CF������CF���F(xi��n)�ۼ�����(d��ng)�������r(sh��)��ɟ��Y(ji��)����(n��i)���ֲ���(y��ng)�����в�ʹ����̎�ɞ����Դ����(d��o)���Y(ji��)�����W(xu��)���ܵ��½���
��(du��)�ڛ_��(qi��ng)�ȶ��ԣ���(f��)�ϲ��ϵě_��(qi��ng)����Ҫ�cPES���w�ڛ_���^(gu��)�������՛_�������Ķ������P(gu��n)����������Խ���_��(qi��ng)��Խ��(d��ng)CF�|(zh��)����?j��n)?sh��)�^С�r(sh��)��CF��CB�ڻ��w�Юa(ch��n)��ȱ�ݣ���(d��o)���˛_��(qi��ng)�ȵ��½����S��CF�|(zh��)����?j��n)?sh��)�����ӣ�CF��PES���w�γ��r(sh��)Ҳ��(hu��)���ղ��֛_��������ʹ�Ï�(f��)�ϲ��ϛ_��(qi��ng)��������������(d��ng)CF�|(zh��)����?j��n)?sh��)�^�ߕr(sh��)��PES���w���㣬����CF�ۼ������Y(ji��)����(n��i)�����̶ܳ��½�����˛_��(qi��ng)������u�½���
 �D3 �γ�CF�ı�����ò
�D3 �γ�CF�ı�����ò
l CF��(du��)���Y(ji��)����(d��o)����ܵ�Ӱ�
�D4��ʾ��CF�|(zh��)����?j��n)?sh��)��0���ӵ�3 %�r(sh��)PES/CF/CB���Y(ji��)���Č�(d��o)�����׃�����������������Կ�����CF�|(zh��)����?j��n)?sh��)��u���ӣ�PES/CF/CB���Y(ji��)��������ʳʬF(xi��n)���@�½���څ��(sh��)�����Y(ji��)��������ʏ�191.03 ��•m�½���65.89 ��•m��늌�(d��o)�ʳʬF(xi��n)���@������څ��(sh��)�����Y(ji��)����늌�(d��o)�ʏ�5��10-3 S/m�����15��10-3 S/m��
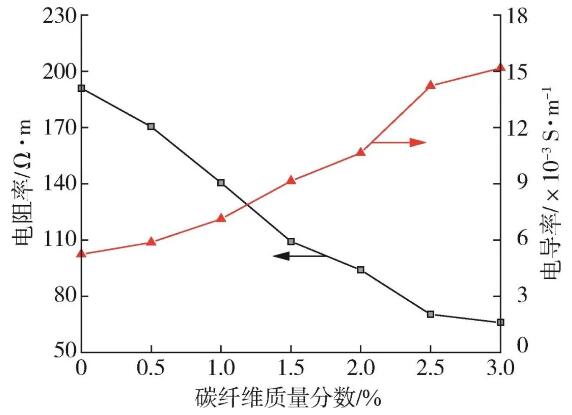 �D4 ��ͬCF�|(zh��)����?j��n)?sh��)�r(sh��)���Y(ji��)���Č�(d��o)�����׃������
�D4 ��ͬCF�|(zh��)����?j��n)?sh��)�r(sh��)���Y(ji��)���Č�(d��o)�����׃������
����(j��)��(d��o)�����׃��������������δ����CF�r(sh��)���|(zh��)����?j��n)?sh��)��2 %��CB��PES���w���γ����^�������Č�(d��o)�ͨ·����(sh��)�F(xi��n)�ˏ�(f��)�ϲ��ϵĽ��̌�(d��o)늡���(f��)�ϲ��ϵČ�(d��o)������c���w�Ќ�(d��o)늾W(w��ng)�j(lu��)�Y(ji��)��(g��u)���γ��������P(gu��n)��CF�����ӣ������^���L(zh��ng)���ȵ�CF���Ԍ�(du��)������CB��(d��o)�ͨ·����ӡ����ã�ʹ���Y(ji��)���еČ�(d��o)늾W(w��ng)�j(lu��)�����������������x����ӿ�������CF�L(zh��ng)�ȷ���l(f��)���\(y��n)��(d��ng)����(sh��)�F(xi��n)��(f��)�ϲ��ϵ��h(yu��n)�̌�(d��o)늡�
��(d��ng)CF�|(zh��)����?j��n)?sh��)��0.5 %~2 %�r(sh��)��CF����(du��)�^�٣�CF֮�g�����ϲ����ڡ���(d��o)�ͨ��������Ҫ��CF��(du��)����CB��(d��o)�ͨ·�ġ���ӡ����ã������ˌ�(d��o)늾W(w��ng)�j(lu��)���Ķ�ʹ�ß��Y(ji��)������ʵ��½�����(d��ng)CF�|(zh��)����?j��n)?sh��)��3 %�r(sh��)����D1��d����ʾ�����Կ���CF�ۼ��ĬF(xi��n)��CF֮�g��ֱ�ӽ��|���C��PES/CF/CB������Y(ji��)��������ʳ��m(x��)�½���څ��(sh��)��
��Ҋ(ji��n)�����Y(ji��)������ʵ��½�����������N���ع�ͬӰ푵ĽY(ji��)����һ����������CF��(du��)����CB��(d��o)�ͨ·�ġ���ӡ����ã���PES���w���γ�����CF��CB�M�ɵ����S��(d��o)늾W(w��ng)�j(lu��)����һ���������ڲ���CF��PES���w���γ���ֱ�ӽ��|����ˣ�����(sh��)�(y��n)CF�|(zh��)����?j��n)?sh��)����������(qi��ng)��PES/CF/CB��(f��)�ϲ��ϟ��Y(ji��)���Č�(d��o)����ܡ�
l CF��(du��)���Y(ji��)�������|(zh��)����Ӱ�
�D5��ʾ��CF�|(zh��)����?j��n)?sh��)��0���ӵ�3 %�r(sh��)PES/CF/CB���Y(ji��)������ֲڶȵ�׃�������������������S��CF�|(zh��)����?j��n)?sh��)�����ӣ�PES/CF/CB���Y(ji��)����݆�����g(sh��)ƽ��ƫ��Raֵ���������Y(ji��)������׃�ôֲڡ���δ����CF�r(sh��)��PES/CB���Y(ji��)����݆�����g(sh��)ƽ��ƫ��Raֵ��13.416 ��m���S��CF�|(zh��)����?j��n)?sh��)���ӵ�3 %��PES/CF/CB���Y(ji��)����݆�����g(sh��)ƽ��ƫ��Raֵ������15.936 ��m��
�D6�鲻ͬCF�|(zh��)����?j��n)?sh��)���Y(ji��)���ı�����ò���D6��a����CF�|(zh��)����?j��n)?sh��)��0�r(sh��)��PES/CB���Y(ji��)���������^������D6��b����CF�|(zh��)����?j��n)?sh��)��3 %�r(sh��)��PES/CF/CB���Y(ji��)���������(sh��)�����ӣ���������¶��CF���ڣ����Y(ji��)������׃�ø��Ӵֲڡ��@�f(shu��)��CF�����ӌ�(du��)PES/CF/CB���Y(ji��)�������|(zh��)���в���Ӱ푡�
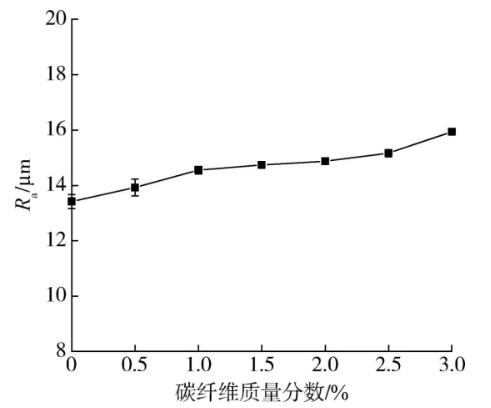 �D5 ��ͬCF�|(zh��)����?j��n)?sh��)���Y(ji��)���ı����|(zh��)��׃������
�D5 ��ͬCF�|(zh��)����?j��n)?sh��)���Y(ji��)���ı����|(zh��)��׃������
 �D6 ��ͬCF�|(zh��)����?j��n)?sh��)�r(sh��)���Y(ji��)���ı�����ò
�D6 ��ͬCF�|(zh��)����?j��n)?sh��)�r(sh��)���Y(ji��)���ı�����ò
�Y(ji��)�ϱ���ֲڶ�ֵ׃�������͟��Y(ji��)��������ò��Ƭ�������S��CF�|(zh��)����?j��n)?sh��)�����ӣ�PES/CF/CB���Y(ji��)�������|(zh��)���ʬF(xi��n)��u׃���څ��(sh��)���@����?y��n)��w�S��CF�ļ���ʹ�Ï�(f��)�Ϸ�ĩ����(d��ng)���½�����ĩ�ӱ���䁷۲�ƽ�����Ķ���(d��o)���Y(ji��)���ı����|(zh��)���½������⣬����CF�|(zh��)����?j��n)?sh��)�����ӣ������˟��Y(ji��)�^(gu��)���о�������(sh��)֬����������(d��ng)���S�����wPES�M(j��n)һ���p�٣�ʹ�û��w���ܺܺõذ������ϣ��Ķ����Y(ji��)���������п�϶����(d��o)���Y(ji��)������Խ��(l��i)Խ�ֲڣ������|(zh��)��׃�
![]() �Y(ji��)Փ
�Y(ji��)Փ
��1�� 1.5 %CF�����ӌ�(du��)PES/CF/CB��(f��)�Ϸ�ĩ���Y(ji��)�������W(xu��)���ܾ���һ��������(qi��ng)���ã�PES/CF/CB���Y(ji��)�����쏊(qi��ng)�ȏ�����(qi��ng)�Ⱥ͛_��(qi��ng)�Ⱦ�����δ����CF�r(sh��)PES/CB���Y(ji��)�����_(d��)�����M��(sh��)�(y��n)��(sh��)��(j��)�����ֵ�քe��7.713��13.275 MPa��1.1 kJ/m2��
��2�� CF�����ӣ���һ���̶�������(qi��ng)��PES/CF/CB������Y(ji��)���Č�(d��o)����ܣ����Y(ji��)��������ʏ�191.03 ��•m�½���65.89 ��•m�����Y(ji��)����늌�(d��o)�ʏ�5��10-3S/m�����15��10-3S/m��
��3�� PES/CF/CB������Y(ji��)�������|(zh��)���S��CF�|(zh��)����?j��n)?sh��)�����Ӷ���u׃����Y(ji��)����݆�����g(sh��)ƽ��ƫ��Raֵ��13.416 ��m������15.936 ��m��
DOI: 10.19491/j.issn.1001-9278.2023.09.003
���ñ��ģ�
ꐕ�,�O���,�X(qi��n)������.�x���Լ�����Y(ji��)��������(sh��)֬/̼�w�S/̿�ڏ�(f��)�ϲ��ϵ������о�[J].�Ї�(gu��)����,2023,37(09):14-18.
(؟(z��)�ξ���admin)
��һƪ����������-�����W(xu��)�����{(di��o)���^�M�������ܵĺϽ��������켼�g(sh��)
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_(k��i)�O(sh��)3D��ӡ����
���m��˾���_(k��i)�O(sh��)3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W(xu��)�����d��У��
��˹���Ǵ�W(xu��)�����d��У��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_(k��i)�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^(gu��)��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_(k��i)�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^(gu��)��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l(f��)�F(xi��n)ͨ�^(gu��)3D��ӡ�������ĺ�ȃ�(y��u)��
- ��Fabric8Labs�cAEWIN������������늻��W(xu��)
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������(qi��ng)
���A��W(xu��)��������(qi��ng)- ����������(d��ng)�W(xu��)��(x��)��ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)������(qi��ng)����ٹ����е���
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C(j��)���g(sh��)���ƴ��FDM��SLA��CLIP��
- ��⁏�(qi��ng)�ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


