�~3D��ӡ�еļ��Ⲩ�L�x�G�⼼�g�Ľ^������
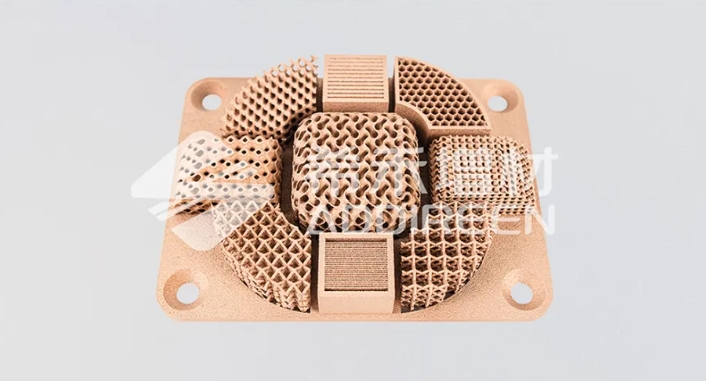
�ڬF�����I�У��~����һ�N�P�I�Ľ��ٲ��ϣ��{���䃞���Č���ԡ������Ժ����g�ԣ��ں��պ��졢늚��������܇����ȶ����I��l�]�����ɻ�ȱ�����á�Ȼ�����S������3D��ӡ���g����lչ����Ό��F�~���ĸ�Ч�����|����ӡ�����ɞ��ИIؽ�����˵���Ҫ�y�}�����@һ�y�}�ĺ��ģ����c��ӡ�^������ʹ�õļ��Ⲩ�L�������P��

�~����ͬ���L��������ղ
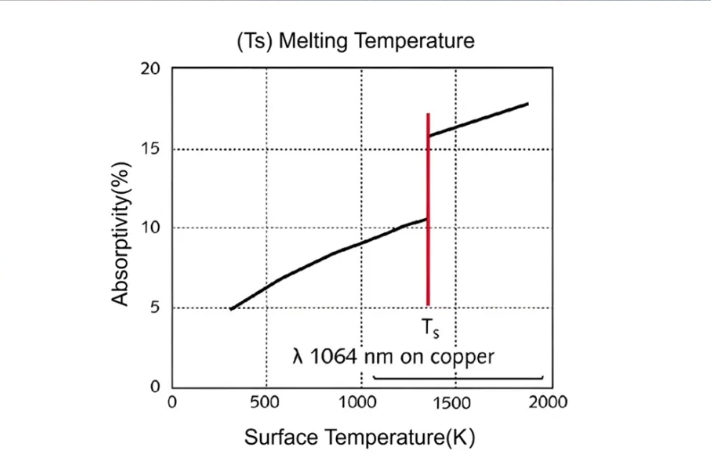
���ٲ��ό���ͬ���L�ļ����������@��ͬ�����ձ��F��һ����f�����Ⲩ�LԽ�̽��ٌ���������Խ�ߡ����y�����@ʾ�����Ҝؗl���£��~�����t���(���L����1020-1080nm)�������ʲ���5%�������G��(���L����515-535nm)���_40%���ң����{��(���L����440-460nm)�������ʄt���_��50%���@��ζ������Ƚ��t��⣬ʹ�ò��L���̵ľG����{�⣬�����@�������~����������Ч�ʣ�ʹ������ױ��ӟ�����ڣ��Ķ�����|����3D��ӡ�ṩ�˿��ܡ�

���t�⼤�⣺���켼�g������[�n
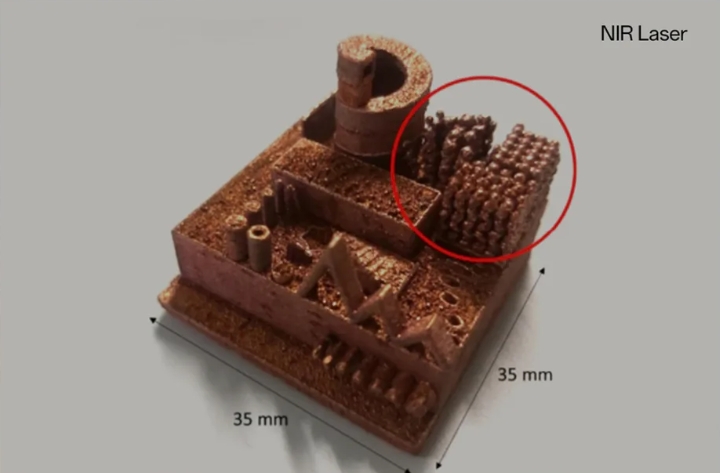
��ǰ���Ј��ϵĽ���3D��ӡ�C�����ý��t���������Ҫ��Դ�����t�⼤�������g���졢ݔ�����ʸߣ��ҳɱ������ɿأ��@Щ����ʹ���ڽ���3D��ӡ�I��õ��ˏV�����á�Ȼ�����~�����t��������ʵ͵����ԣ�Ҳ�o���H��ӡ�������T����ޡ����ˏ��a�~�����t��������ʵ͵IJ��㣬�S��ͨ�����x�������ʣ��Դ_�������܉�������ڡ�Ȼ�������~���ӟᵽ�s1400K�r�������ʕ�ͻȻ���ߣ����Ȳ�����׃�����������l��δ�w�R���������ݻ�a����Ȇ��}���@Щ�F���ֱ��Ӱ푴�ӡ�������ܶȺͱ����|����ʹ��K��Ʒ�y���_���A��Ч����
 ,
,
�{�⼤�⣺���뷽���еļ��gƿ�i
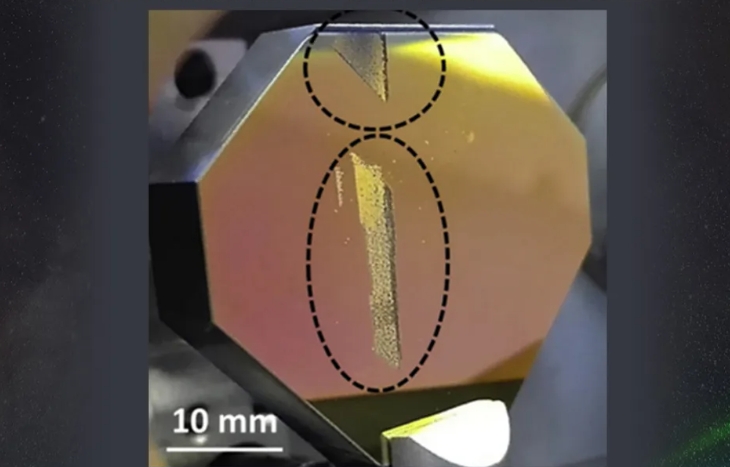
����Փ�Ͽ����~�����L�^�̵ļ�����������������ʹ���{���ƺ��������x��Ȼ����Ŀǰ�{��ֻ����ه�댧�w����оƬ�a��������оƬ��ݔ�����ʷdz����ޡ����˫@�����ļ���ʣ���회���ƬоƬ�M���������������@�ӵõ��Ĺ����|���^��o����Ч�۽��������o����Ч���У���ζ���۽���Ĺ����e�^���y���γɾ��������څ^���´�ӡ���ھ����ȷ���o���_������ˮƽ�������|��Ҳ�^���ˣ��M���~���{��������ʸߣ�������|���~3D��ӡ�r���{�⼤���������ڼ��gƿ�i�������ஔ�L��һ�Εr�g�ȶ��y���ڸ߾��ܽ���3D��ӡ�ϫ@�Ñ��á�
�G�⼤�⣺ǡ����̎��“����֮��”
���֮�£��G�⼤�����~3D��ӡ��չ�F������t�����{��Ī����ݣ����˷��˶��ߵľ��ޡ����ȣ��G�Ⲩ�L�^�̣��~�����������c�{��������s�Ƚ��t��߳�һ������������֧�θ�Ч���ڡ���Σ��G���ͨ�^�����t�⼤���M���D�Q�@�ã��ȱ����˸߹���ݔ���������m�˃����Ĺ����|������ְl�]�ˬF�мt�⼤�⼼�g�ij��샞�ݡ����⣬�~���G����������^�ߣ����S���ض�����������׃��ƽ�����������F���Ҳ��ӣ��������Ч�����δ�w�R�����ݵȆ��}����ӡ����������ܶȸ��߱����|��Ҳ���á�
�G�⼤����ݔ��ģʽ�Ͽɷ֞��B�m���}�_�ɷN����ͬʽ���~3D��ӡ�еı��FҲ���в���B�m�����ڹ����^���Е����m�������ݔ�����⣬�����������Д࣬���}�_����t�ԘO�̵ĕr�g�g�����gЪ��ጷ����������@�ɷNģʽ֮�g��߀��һ�N���Q��”���B�m”��ģʽ�����|�ό��ڸ����l�}�_���⣬�mȻ����������һֱ�ڳ���ڸ����ĕr�g�߶��ϣ���Ȼ��������ͣ�D���o���_��100%���g��ݔ����
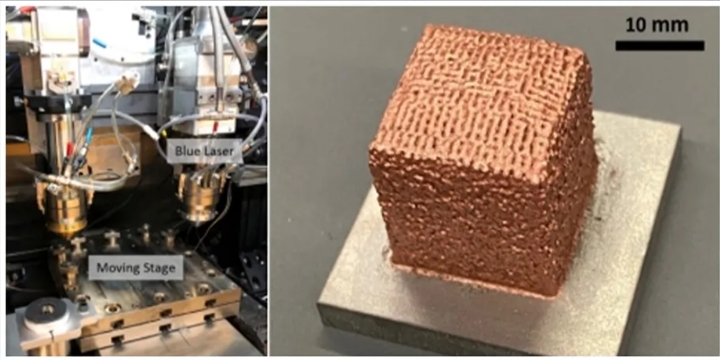
���о�������ʹ�Ü��B�m�G�⼤�⌦�~�M�����ڣ���������_��150W�r���ֲ��ضȿ�ʹ�~���������ڼ������}�_��ʽ���ã����σȲ������څ^������F���ݮa����ף����º��p�������ܶ��½�(Heinrich et al.2022)���@һ�F�����~3D��ӡ��ͬ�ӿ��ܰl�������}�_����ģʽ�£����څ^��IJ����������¿�϶�����ӽ��ʹ�ӡ�������ܶȣ����B�m������������ݔ�뷀���܉�ʹ�ضȳ��m���ߣ���Ч�p���˚���γɣ���ߴ�ӡ�������Ժͱ����|����
���������̲��L�B�m�������۽���������
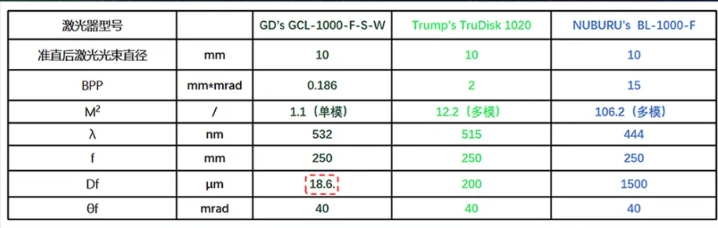
�D8չʾ�ˆ�ģ�B�m�G��(GD'S GCL-1000-F-S-W)����ģ�B�m�G��(Trumps1020)���{��TruDisk(NUBURUSBL-1000-F)�������Ĺ����������ȡ����Կ���������ͬ�Ĝ�ֱ�������ֱ���ͽ���(f)�l����ģ�B�m�G��(M2=1.1)������ѵľ۽�Ч������۽���Ĺ��ֱ��(Df)��С���H��18.6um�����֮�¶�ģ�B�m�G��(M2=12.2)�t��200um�������|��M2ֵ������{��(M2=106.2)�۽����ֱ��(Df)�_��1500um�����ϽY��ͬ�ӱ�����MֵԽ�ӽ�1�������|��Խ�á���ͬ�l���£��۽����ֱ��ԽС��������Խ���У����څ^��Ҳ���������C�ϣ���ģ�B�m�G�⼤�������J���ǝM��߾��ȡ������ܶȺ߷����~3D��ӡ������x��
�G����,“��”����ƪ��Ч�I��δ������!
�G�Ⲩ�L���ڽ��t���c�{��֮�g���~���������ʸ��_40%���ǽ��t�⼤���8�������~���ϼӹ�����������ͻ�ơ��O��������������D�������ʣ���ӡЧ�ʴ��������
“��”ЧԽ
�c�댧�w�{����ȣ��䃞���Ĺ����|���Ɍ��F�߾��Ⱦ۽����γɷ��������������څ^��ӡ��������������ܼ�ā�������M��߶˹��I���쌦�~���ć���Ҫ��
“��”��ȫ��
�c���t�����ȣ��G�⼤���ڼӟ��^����������׃��ƽ���������˟�ʧ���L�U���p���˷�ĩ�w�R�����ݺ͚��ȱ�ݳ��F���@������˴�ӡ�������ʡ�
“��”ʡ�ɱ�
�߷����ٌ��G�����ոߣ������٣����O��Ȳ���W�M���ēp���ͣ��Ķ����L���O������������˾S�o�ɱ���ͣ�C�r�g���������O��Ŀɿ��Ժͽ����ԡ�
“��”���rֵ
�G���⼼�g���H�@��������ӡЧ�ʣ���ͨ�^����������ݔ���c���ܵ����ڿ��ƣ��_����ƷƷ�|�߶�һ�£��Գ��m�ɿ��ĸߘ˜��|������͑�����rֵ��
������Ҫ3D��ӡ�~�����ИI���f������IJ��L�x�����P��Ҫ�����t��⼼�g���쵫�~��������ƫ�ͣ��{���������m�߅s�y�Ԍ��F���|�����죬���G��t�ڹ���ݔ�����۽�����������Ч�����_���������ƽ�⡣������ˣ�Խ��Խ�����һ��3D��ӡ�O���_ʼ���þG�⼼�g���@���H�Ǽ��g�M�����w�F�����ǿƌW�c��ˇ�ں��µ���x���S���G�⼤�⼼�g�IJ���lչ�����ƣ������䌢���~3D��ӡ�I��l�]��������ã��Ƅ����P���îa�I�ĸ��|���lչ��
(؟�ξ���admin)
 ���_������W����3D��ӡ�c
���_������W����3D��ӡ�c Firestorm Labs���4700�f
Firestorm Labs���4700�f ��ʢ��˾̽��3D��ӡ������
��ʢ��˾̽��3D��ӡ������ �����w�n�}�M��3D��ӡ����
�����w�n�}�M��3D��ӡ���� ���I����ȥ�ˣ��늳�3D��
���I����ȥ�ˣ��늳�3D��- �����_������W����3D��ӡ�c�C���W���_�l
- ��Firestorm Labs���4700�f��ԪA݆���Y
- ���~3D��ӡ�еļ��Ⲩ�L�x�G�⼼�g��
- ����ʢ��˾̽��3D��ӡ�����������OӋ�Ŀ�
- �������w�n�}�M��3D��ӡ�������쳬����
- �����I����ȥ�ˣ��늳�3D��ӡ�S�� Sakuu
- ���ƌW���_�l��PHOx�ۺ�����ڸ���ȫ��
- ��Tessella Biosciences �_�l��������ī
- �����ͨ�^�����ͽz���ļ��g���F�p������
- ���p����3D��ӡ�C���B�m�w�S�����ͺϲ���
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ��3D�����ӡ���g����������ٹ����е���
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ���P�c2024��ʮƪ�l����Science��Nature
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


