�Ї����l�������b�伤���������켼�g�lչ��·���D
������������Sģ�ͳ��l���F�����ֱ�ӽ����������졣��Ȃ��y�Ĝp�����죬�������쌢��S����׃�ɺ��ε����¶��ϵĶ��S�B�ӣ��������OӋ�c����ď��s�̶ȡ������b���I��Ŀǰ�漰������������Ҫ�ǽ��ٲ����������죬�Ѱlչ�������������졢��������������늻�������������������켼�g��
�������������Ǯ�ǰ�����b���I����ߴ����Ե��������췽������Ҫ�����Է۴�䁷۞鼼�g�����ļ����x�^�ۻ�����ͬ���ͷ۞鼼�g�����ļ���ֱ�ӳ��e�������x�^�ۻ���ˇ��ݔ��С�����γߴ羫�ȸߣ��m�����캽�հl�әC���졢�u�����ȏ��s�Y������Լ��ؓ��cꇵ����ͽY��������ֱ�ӳ��e��ˇЧ���^�ߡ����W�����^�ã������쾫�Ȳ��ߣ��m�������w�C��������Ҫ�����Y�������ڇ����⌦�����������켼�g�dz���ҕ���似�g�lչѸ�٣���m�������w�C�ͺ��հl�әC�����죬���ҳʬF���������L��څ�ݡ�
���˸��õذ�����������İlչ�F���څ�ݣ���ǰ���ú����I���������켼�g�lչ�đ��Բ��֣����M���������ں����I��İlչ�c���ã�����ᘌ��������������������İlչ���_չ�īI���Y�ϡ���Ϣ���Ѽ����������������ڌ���������F��Ͱlչڅ�ݷ����Ļ��A�ϣ����2035�꺽���I���������켼�g�lչĿ�˺����������ߺͭh��֧�Ρ����������Lԇ�o�� 2035 �꼼�g�lչ·���D���h��
1.������������Ĺ�ˇԭ�������c
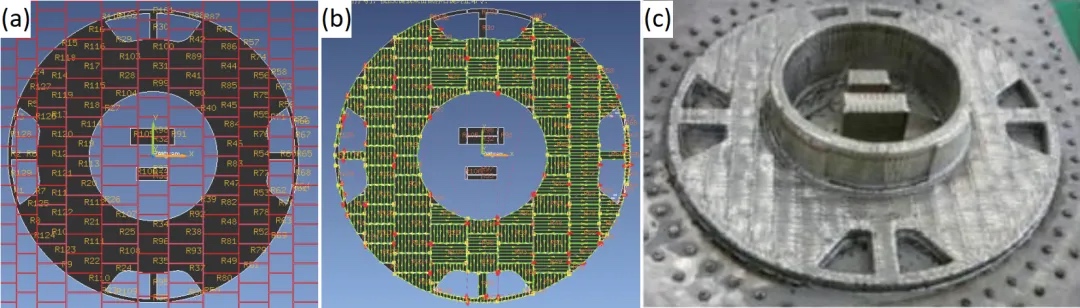
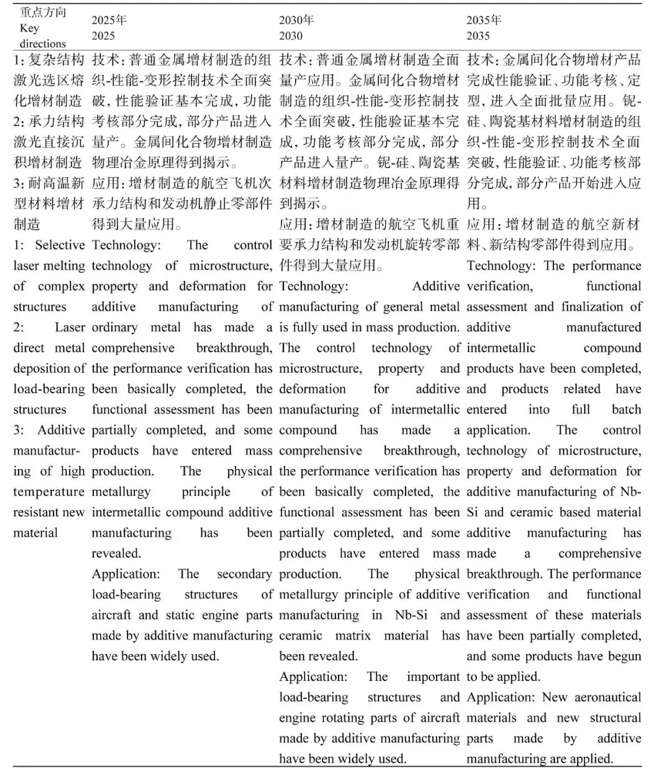
�����x�^�ۻ���SLM�����ڷӯB������ԭ�������ø����������������ۻ����ٷ�ĩ���Ώ��s�Y������������D1�鼤���x�^�ۻ�ʾ��D��SLM�����е� 3D ģ����Ƭ������݆���������A�ϣ�����������·�����O�䰴���@Щ�����辀�����Ƽ������x�^�ۻ����ӵĽ��ٷ�ĩ���ϣ��ѯB�����S���������
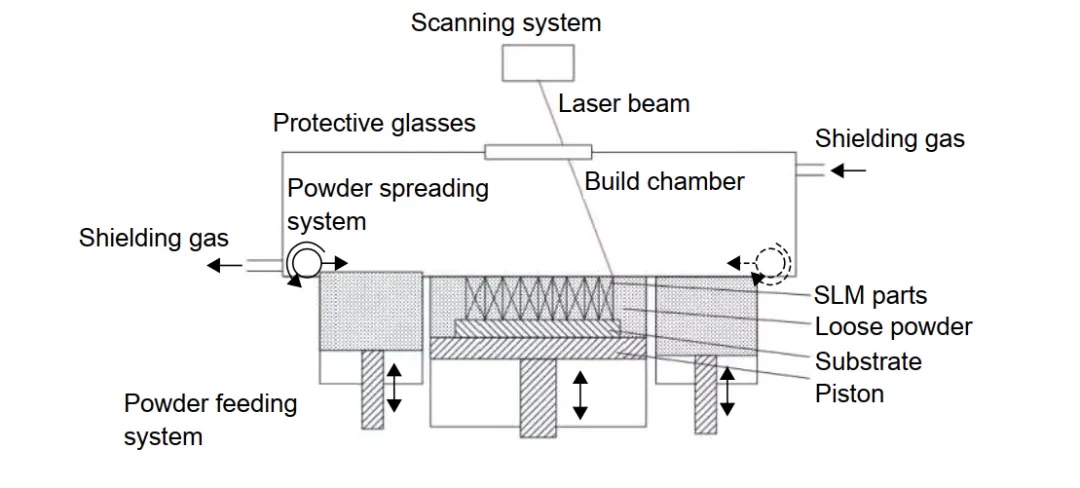
�����x�^�ۻ����g�����������c����1������ԭ��һ���һ�N���ٷ�ĩ����Ҫ�������P䓡�懻��ߜغϽ�⁺Ͻ��-�t�Ͻ��X�Ͻ��Լ��F�ؽ��ٵȣ���2�����ü��۽���ߵļ��������ν�����������ε���������^�ߣ������Խ���ĥ����ɰ�Ⱥ��κ�̎�������_��ʹ�þ���Ҫ��3��������������W�����^�ã�һ���������ܿɳ��T�����_��呼�ˮƽ����4��������e�ٶ��^�������³���Ч���^�ͣ�����ߴ���ܵ�䁷۹���������ƣ����m��������͵����w�����
�����x�^�ۻ��ľ�������Ҫ���F�ڣ���1�����ڼ��������ʺ͒������Rƫ�D�Ƕȵ����ƣ��O���܉���ε�����ߴ緶�����ޣ�Ŀǰ���w���� 800 mm���ϳߴ�������O�䲻����죻��2���ӹ��^���У����׳��F�N����߀�������ĩ�ۻ����ܾ�����չ��ǰһ�Ӱl���F��3�������w�Y���ܶȿ���Ч�����ã��y�Գ��ܸ��d�ɵĽY��Ч����
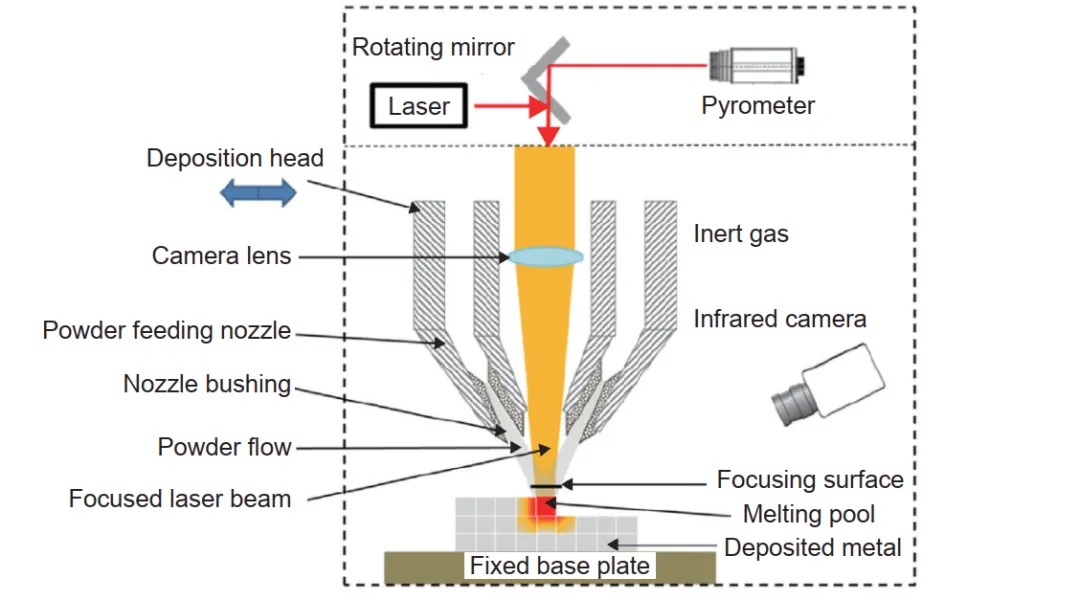
����ֱ�ӳ��e��ˇ��D2��ʾ��������۸��^픲����S������������������۽��R�R���ڷ�ĩ�۽��c��������ͬ������ķ�ĩ�ۻ���ͬ�r���۸��^�����_��ÿ�ӈD�εĒ���܉�E�Ƅӣ��ۻ��Ľ���Һ���ڻ��w����һ�����̌ӻ��A�����һ�ӌ��w�ij��Σ�Ӌ��C�^�m�{����һ�ӈD�Β��蔵�����؏�����������������Ӷѷe����K���γ�һ��������ȫұ��Y�ϵĽ��������
����ֱ�ӳ��e���g�����������c��
��1���o��ģ�ߣ��Ɍ��F���s�Y�������죬���ұ۽Y����Ҫ����������֧�νY����
��2�����γߴ�������С���Ɍ��F��ߴ���������죻
��3���Ɍ��F��ͬ���ϵĻ�ϼӹ��c�ݶȲ������죻
��4���Ɍ��p��������F�����ޏͣ�
��5�����νM�����������õ����W���ܣ��Ɍ��F����M�������졣
����ֱ�ӳ��e���g�ľ�������Ҫ���F�飺
��1�����Εr�ᑪ���^��
��2�����ξ��Ȳ��ߣ�
��3�����ý�������ߴ羫�Ⱥͱ���ֲڶȶ��^����^��ęCе�ӹ���̎������ʹ�á�
Ŀǰ�����x�^�ۻ���Ҫ������С�ߴ���еȳߴ���s���ܽY���ľ��_���������������죬�Y���Ĺ��܌���һ����ڳ��d���ԡ�
����ֱ�ӳ��e��Ҫ�����еȻ��ߴ���s�����Y�����������죬�Y���ij��d����һ����ڹ��܌��ԡ�
2.���⼤���������켼�g�lչ�F���څ��
2.1 ��ˇ�о�
2.1.1 �����x�^�ۻ�
�����x�^�ۻ������w���ϵ�Ҫ��飺
�ߴ���15��60μm�Ľ����w��Ⱥ�����M����ͬ�r�M�㼃�ȸߡ��ٻ�o���ġ��l�Ƿ��١����ȷֲ�խ�����ζȸߡ��������͡������Ժú����b�ܶȸߵ�Ҫ��ͨ�^�� 30 ��İlչ������ɹ�������ոБ����F������VIGA �������o���늘O�Б��ۻ����w�F������EIGA ���������x�����D�F������PREP �����Լ����x�ӻ�淨��PA �������Ƃ� SLM �������쌣�÷��w���ϣ��ѽ��߂���췀����������؛���������Ŕ���ȫ���SLM�������쌣�÷��w�����Ј���
�ڳ��ι�ˇ�о����棬���������ϣ��-�R�����Z˹�_��-��������ͨ�Ä�����GE�������f�����ɿ�-�h��ڵȹ�˾�����ü����x�^�ۻ����g�_�l���̘I���Ľ����㲿������SLM�����^���а��S�����s�����������W��ұ����^�̣����a������϶���Ѽy��ȱ�ݡ����_˹�ƌWԺ�о��˽��ٷ�ĩ���γɵľ��w�^�̣�ָ������Ҫ���γɵ��Ρ����Ρ����� 3 �N���͵��Π�������˸����γɵęC������������W�о��˲��P䓷�ĩ�����x�^�ۻ����ε������ܶ��c��ˇ�������Pϵ���l�F�ߵļ���������ڳ��γ����ܶȵĽ���������͵Ē������������ڒ��辀���B�m�����M���ܻ���Ӣ����Ɲ��W�����P䓺���䓺Ͻ��ĩ�M����SLM�о��������˒������ʡ�����ʺ͒����g���μ��|����Ӱ푡�
���⌦�������칤ˇ�о��dz����£����磬��ij�O���̞��_�lһ�N�·�ĩ���������Ȟ�20��60 μm���ļ����x�^�ۻ���ˇ��������Ҫ6��8���µĹ�ˇ�������漰�ą������_70��헡�
�����ь��ؓ䃞���OӋ�c�p�������g������SLM�������죬���F����“ ���������OӋ�������ԃ����OӋ������OӋ” �Ă��y�OӋ������“ �OӋ�������졢�����ԃ����OӋ���ؓ䃞���OӋ” �����������OӋ�����D׃��
֧���OӋ���棬�����ѽ����ßo�辀�и�ܷ��x��ӡ���c���������֧���OӋ���g�����s����ȡ�����ڡ�
�ں��m��̎�����g���棬2002��������܇���̎��f���l���˵�1���������켼�g�˜ʡ��˻�Ti- 6Al-4V⁺Ͻ���e�aƷ������������m�C����19험˜ʡ��@Щ�˜ʺ��w�ˮaƷ���˻�͟���o�������������˻��Լ��˻�����o����ĕrЧ�ƶȣ���ӳ�����ѽ��ڿ��ƃȲ�ȱ�ݡ����������������p��׃�εȷ����_չ�˴������о�������
���պ�����I�����������������ֲڶ����^�ߵ�Ҫ����������������ĺ��m�����ӹ����ɻ�ȱ��ĥ�����ӹ��������иӹ����_�ԣ������s��ǻ�Y���M�й����ӹ������@���ă��ݡ�����ĥ�������������������������“ �A��Ч��” ���µĴֲڱ���������õĸ���Ч���������о��l�F������ĥ�����ӹ�����SLM������~Ƭ�������ӷ���������@�Ē��ⲻһ���ԣ��~Ƭ�M�Ś�߅�Ē���Ч�����@�����~�輰�~�����ą^���~Ƭ���澫�Ƚ��͡�
2.1.2 ����ֱ�ӳ��e
����ֱ�ӳ��e�������쌦��ĩ��Ҫ��飺���ȷֲ�һ����45��420μm�����ȣ�ͬ�r�M���ܝM�㼃�ȸߡ��ٻ�o���ġ��l�Ƿ��١����ζȸߡ��������͡������Ժú����b�ܶȸߵ�Ҫ��ĩ�Ƃ����]����늘O�Б��ۻ�������F������x�����D늘O����
����ֱ�ӳ��e���gЧ�ʸߣ���������ijߴ��߀����ԭ��������M���ޏͺ������죬��ȱ�c�Dz��߂�������s���ĽY�������������ε�ë��߀��Ҫ���^�^��ęCе�ӹ����ܫ@����K�����ֵ��ָ�����ǣ�����ֱ�ӳ��e����߀��ͬ����ϲ�ͬ���ϵķ�ĩ�팍�F�ͺϲ��ϵij��Ρ�
1995���������s�����ս�˹��W���eϦ���၆������W��MTS��˾��ͬ�_�l�����ô���CO2���������F��ߴ�⁺Ͻ���������켼�g��������������AeroMet ��˾�����F��Ti-6Al-4V�Ͻ�1��2kg/h�ij��e���ʡ�
���ڼ���ֱ�ӳ��e���g���о���Ҫ�ij��ι�ˇ�ͳ��νM�����܃ɷ���չ�_��������Sandia���Ҍ���Һ�Los Alomos���Ҍ����ᘌ�懻��ߜغϽ𡢲��P䓡�⁺Ͻ�Ƚ��ٲ����M���˴����ļ���ֱ�ӳ��e�����о���������Ľ���������H�Π���s���������W���ܽӽ��������^���y��켼�g������������ʿ��ɣ�����WԺ�����о��˼�����ٳ��ι�ˇ�����������^�̷����ԡ���������ľ��ȡ��@�M���Լ����ܵ�Ӱ푣�����ԓ���g�����چξ��~Ƭ���ޏ͡�
����������ϵ��@�M�������Ƅ��۳������w��ұ�������W�О��c���w�κ�/�L��C�ƛQ���ģ�����ֱ�ӳ��e���g�ڲ����@�M�����Ʒ�������^������ɶȣ�����2001��Gäumann�Ⱦ͌��F�ˆξ��c�ྦྷ懻��ߜغϽ���{�أ��� Liu��ͨ�^�ͷ����c����ʵ�ƥ�䌍�F�˾��е��S���c�����ϽM��⁺Ͻ�ij��Ρ�
����ֱ�ӳ��e�����^�����S�����ܼ������L�r�g�����Ԅ��Ҽӟ����s���Ƅ��۳��ڳص��s���µĿ��������տs��������Ķ̕r��ƽ��ѭ�h�̑B��׃����������Ȳ��a���O��ăȑ���������������l������׃�Ρ������_�ѡ�
�������Һ��պ���� (NASA) �������M������_�l��һ�N�µļ������ֱ�ӳ��μ��g������һ�������ϻ�ϴ�ӡ��N���ٻ�Ͻ𣬽�Q���L���ԁ��w�����㲿�������������R��һ���y�}——��ͬһ����IJ�ͬ��λ���в�ͬ���ܡ�
��DMG MORI���µ�Lasertecϵ�У������˼����������켼�g�c���y�������g�����H������������y��ˇ�y�Լӹ��ď��s�Π߀���������������^���д��ڵı���ֲچ��}�����������ľ��ȡ�
2.2 ��ˇ�O��
��������Ч���O���Ǽ����������켼�g�V���ƏV�Ͱlչ�Ļ��A��Ŀǰ�������x�^�ۻ����������O����о���Ҫ�����ڵ���������Ӣ�����ձ��������r�ȇ��ҡ�����ֱ�ӳ��e���������O����о���Ҫ���������������ȇ��ҡ�
2.2.1 �����x�^�ۻ����������O��
�����x�^�ۻ�SLM���g���O���о�������ć��Ү��ٵ����似�gҲ���^���� ��
��EOS��˾��ȫ�����ͬ�rҲ�Ǽ��g�^���I�ȵļ����x�^�ۻ������������ϵ�y�����̡�
ĿǰEOS�O����Ҫ��EOSINT M280��M290��M400���EOSINT M280������Yϵ�y����Yb-fibre����l��������Ч�ܡ��L��������Wϵ�y���ʶȸߡ�����IDTechEx�Ĕ�����M280���������쮔ǰGE���հl�әCLEAP�ć����졣
��ȫ��ȡ��EOS M280��EOS��˾�Ƴ�����������������O��EOS M290��EOS M290�������^�̱O�������������m�Ϻ��պ�����t���ȸ߾����ИI��Ҫ����֮�⣬EOS M290����������Ҳ����һЩ���M��EOS M290���������O����������ܰ�����
��a��EOSTATE PowderBed��һ�������ژ���ǻ�ҵĔz���^��ͨ�^�oֹ�D��Oҕ��ĩ���ϵķ�ĩ���e��r��
��b��EOSTATE Base���yһ�O��һϵ�Ѕ���������Z�S�����x��λ�á�����ʡ��՚��ȡ��ضȺ͉�����
��c��EOSTATE LaserMonitoring���z�y�������������g�ļ���ʡ�ԓϵ�y�����һ��400W�ļ��⣬ԓ����߂��ݗ��Ʒ�|�ͷ��������ܡ�
��d��EOS ParameterEditor���Ñ�����ʹ������һϵ�е��عⅢ����ԓ����ʹ�͑��܉���EOS�������Ļ��A�ϸ������w�����_�l�Լ��ą�������������ʺ��ع��ٶȻ���ԡ����������ĸ��°汾�����_�l�У��°汾�ą�������߀�����ČӺ�ȡ����Ԛ��w��������ƽ�_�Ĝضȵȡ�
EOS M400��EOS��˾�ߴ����Ľ����x�^�ۻ��O�䣬Ҳ��Ŀǰ�Ј����^�����Ĵ�ߴ��x�^�ۻ��O�䣬�������γߴ��400mm×400mm×400mm��ԓ�O�����1kW�Ĺ��w���������p��䁷۷�ʽ��������Ч��߳���Ч�ʣ�ͬ�r�O�伯���˱O��ϵ�y���Ɍ�䁷���r��Z�Sλ�á�����ʡ���ȡ��ضȡ������ȅ����M�бO�أ����C�����^�̵ķ����ͮaƷ�Ŀ����ԡ�
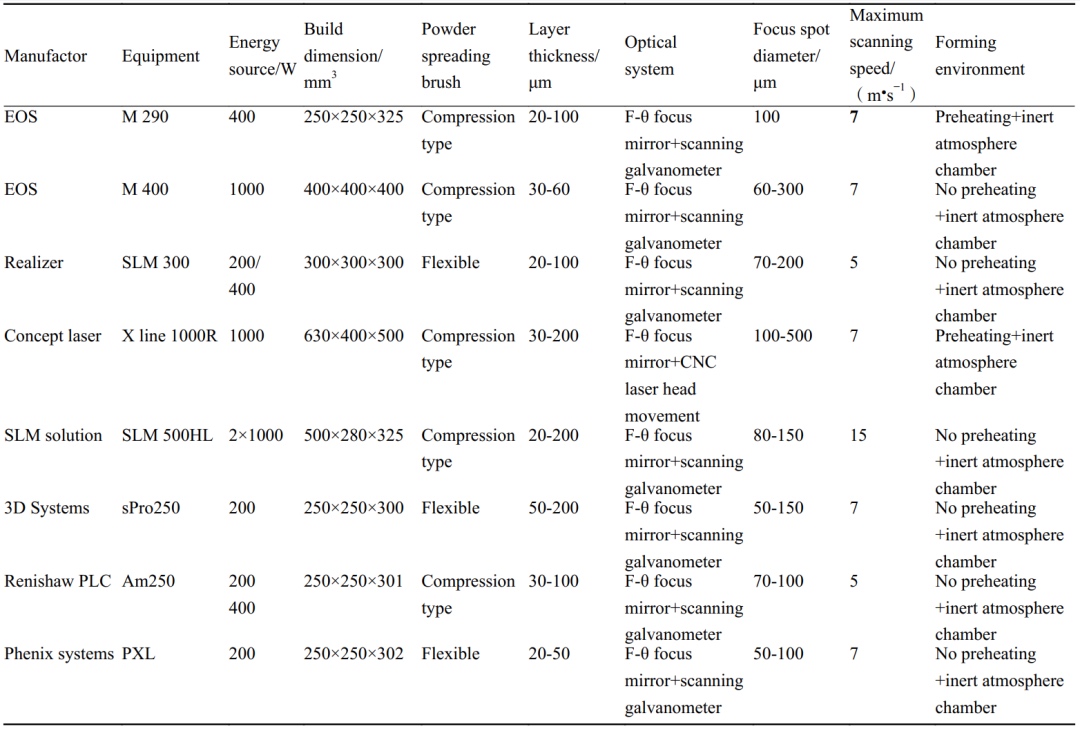
Ŀǰ���H����ҪSLM�b��ļ��gָ�����1��ʾ������Concept Laser��˾���a��SLM�b��ɳ��ε�����ߴ����EOS��˾���a��SLM�b��ɳ��ε�����ߴ��֮������EOS��˾���a��Mϵ��SLM�b������û��������ߣ�������V��
2.2.2 ����ֱ�ӳ��e�O��
�ڼ���ֱ�ӳ��e�O�������о����� ������EFESTO��˾���Q��ߴ�3D���ٴ�ӡ���ҡ�ԓ��˾�Ƴ������O�����͵�ͬ���ͷۼ������������O��EFESTO 557��ԓ�O�����һ��1500mm×1500mm×2100mm�ij������ҡ�
����Optomec��˾�Ƴ��ļ���ֱ�ӳ��e�O����̖��LENS 850-R��ԓ�O�����һ��900mm×1500mm×900mm�ij������ң�������5�S�Ƅӹ����_���������ٶȞ�8.19cm3/min��
�����Z�¼���ϵ�y��������˾�Ƴ��ļ���C�ϼӹ�ϵ�y��Ҳ�LJ��H��һ�������ļ���ֱ�ӳ��e���������O�䡣
���H�Ͻ�Щ��߀�Ƴ������p�ďͺϼӹ��O��ͼ��g��
�ձ�DMG��˾ (DMGMORI) �Ƴ���LASERTEC653Dt331������2kW�ļ����������M�м���ֱ�ӳ��e���o��ȫ���ܵĸ߄��Ԇ��w�Y����5�S�Ӕ���㊴��M�и߾��ȵ�����ӹ������ɪ��صĻ�ϼӹ��C������߿ɱ���ͨ�۴��г����ٶȿ�20���������Sֱ�������K����Пo���_���ļӹ���λ��
�ձ�Mazak��˾Ҳ�Ƴ������p�ďͺ������b�䡣������O��INTEGREX i-400AM�܉��M��ȫ������S܇㊏ͺϼӹ���B�S�[�ӷ�����-30°��+210°֮�g��ͬ�r������ȫC�S�ֶ�܇�����S���ɾ���β����
2.3 ���g����
�����������켼�g������2001���_ʼ������������Ş�d�����C�У�ͨ�^⁺Ͻ��������켼�g���a���w�C�ij����Y������2011��Ӣ�����ϰ����D��Wͨ�^�������켼�g���a�������o�˙C�ęC������������œ�T�����w��ܡ�
2012��֮��⁺Ͻ��������켼�g�ں����I��đ���ȡ��ǰ��δ�еİlչ��⁺Ͻ�������H���w�C�����еõ��V���đ��ã��������͵�⁺Ͻ�����_ʼ�ڻ���������w�C�Ⱥ����b���еõ����á�
⁺Ͻ��������켼�g���a��������p���˺����O��֮�g�ĺ��p����������⁺Ͻ�ď��ȸ��ߣ�ʹ�ú����O��İ�ȫ�Դ����ߡ�
NASA�RЪ���������IJ��ü����������켼�g�Ƃ�����Ļ���l�әC����������l�������ܡ����D�m�����ȡ��������������RS-25����l�әC�������^���c���y�OӋ��ȣ��p��60%���ϵ�������������p�Լ��Cе�ӹ�����NASA߀���AMDEӋ�������������켼�g�ښ����l�әC���w���OӋ�����еđ����M����C���c���y���췽����ȣ������������켼�g�OӋ����Ě����l�әC��������p��80%��
����̩��Ɲ���R�၆���˾������ֱ�ӳ��e������X�Ͻ��ߴ��b�y��ָ���쾀֧�����������Koreasat5A��Koreasat7ͨ���l�ǵ����졣����ѽ�ͨ�^�����՜yԇ��չʾ�˺ܺõĄӑB�����؏��ԡ�ʹ���������켼�g�ɜp��22%���s�����a�r�g1��2 ���£���ʡ���M�s30%��������߮aƷ�����ܡ�
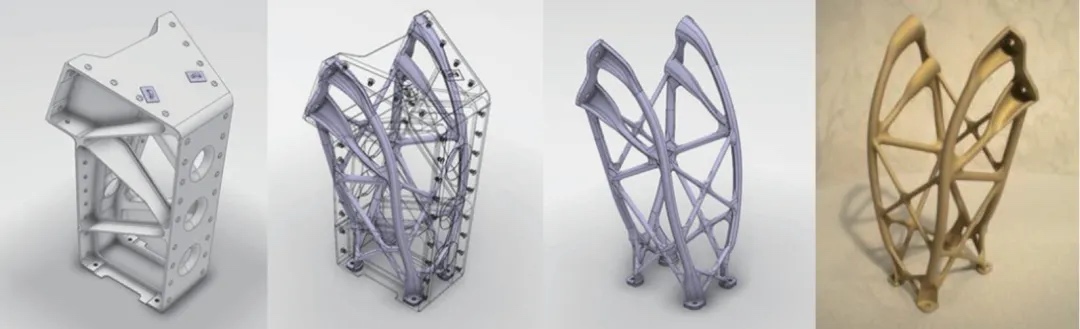
���ڼ����������칤ˇ�ĽY���ؓ䃞���OӋ�ں����I��õ����á��Y���ؓ䃞�����g�c�����������칤ˇ��Y�ϣ����l�]�������������칤ˇ������p�������췽�����ݣ�ͬ�r�܉F�ؓ䃞���Y�������졣���п�܇�����c���˾Ӣ���ֲ����ü����������켼�g�Ƃ��˚W�����Eurostar E3000���X�Ͻ�֧�ܣ��D3�������ڰ��b�b�y���b���쾀��ͨ�^�ؓ䃞���Լ������������칤ˇ�����Fԭ����4�����ͨ�^44���T��B�Ӷ���֧�ܽY�������w���죬����ͨ�^�����OӋ���ڌ��F35%�p�ص�ͬ�rʹ�Y���������40%��ԓ�X�Ͻ�֧���ѽ�����|���z�y���߂��l���b�d�w�е��Y�|��
2012�꣬GE��˾��ُ��Morris��˾�Լ����ֵܹ�˾Rapid Quality Manufacturing���@�ɼҹ�˾�������������I���ٮٮ�ߣ�ͬ�rҲ��GE ��˾��һ��LEAP�l�әC���㲿�������̡���ُMorris��˾��GE�����_ʼ̽���������켼�g�ĘO�ޣ������µđ����c��GE���ðl�әC�@��FAA���ʵ��ׂ��������������߉�����C�ضȂ�������T25���⚤���D4����T25�������⚤����t�Ͻ����죬���o�ضȂ����������������������ֹ��Y���Լ������ٚ����p�ġ�T25�������⚤��2014��10�������K�OӋ��2015��2�«@��FAA�J�C���ڵڶ��ܾ�Ͷ��ʹ�á�2015��4��G��˾������ԓ��˾�г��^400�_GE90-40B�l�әC���b�����������켼�g���a�� T25�������⚤��GE���չ�˾߀���ü����������켼�g��������һ����LEAP����l�әCȼ�͇��죨�D5��������2015����ۡ�


2015��GE��˾�O��ӡ��Chakan���������칤�S�_ʼ�\�I��GE��˾ϣ��ԓ���S��KʹGE��˾�߂�ÿ�곬�^44000��ȼ�͇������������������2016��4�£�GE��˾���Y4�|��Ԫ��ƥƝ�����O�µ��������켼�g�lչ���ģ�The Center for Additive Technology Advancement��CATA����ϣ���������ɞ��܉���OӋ�͑����ṩ�_�l���յĄ������ģ�ͨ�^�������Oʩ���ɹ�˾ÿ���I�����֓��M�ã��Ķ�����������˾����������׃���I������Ͷ�Y�������졢�аlЧ�ʵ��µĠ�r��CATA�����Ѿ������a�����a�������c���M��ܛ�������Y������������������������������GE��˾�Ȳ��Ą���������ʹ����r��
2016��9�£�GE��14�|��Ԫ��ُ�ɴ�������������O����������ʿ Arcam��˾�͵�SLM Solutions��˾��GE��˾Ӌ��ͨ�^GE Storeģʽ���������켼�g����GE�����ИI�ա�GE��˾�AӋ��2020����������I�Ռ����L��10�|��Ԫ����δ��ʮ��ȹ��s30�|��50�|��Ԫ�ijɱ���
2016��10��27��GE��˾������5.99�|��Ԫ�ăr����ُ��Concept Laser��˾75%�Ĺɷݡ�GE��˾���ں��պ��졢�t�����I��@�û������ܶ���ƽ�_�ĮaƷ�N��������
�����ѽ���¶��GE��˾��������Ӌ�����ܶ���������İl�әC�㲿����ͨ�^������չ����֣�FAA�����J�C�������ѽ���LEAP�l�әC��ʹ�á�GE���չ�˾���Mһ�������������M�u݆�������l�әC��ATP���ϑ������������㲿����ͨ�^�������켼�g�������y��ˇ�����855�������ռ�����������35%���p�ٞ�12��������ͨ�^����������㲿���քe�ǣ��C���䡢�S��������ܡ��Ś�Cϻ��ȼ���ҡ��ύ�Q���̶���ͨ�M���ȣ�ԓ�l�әC�Ŀ����Ȍ��_��16��1���|���p��5%���ͺČ��ȬF��ͬ�������̖�� 20%���ң�ͬ�r�����������L30%���ϡ�
Ӣ���_�_��˾1994���_ʼ�cӢ��Crankfield��Wһ��̽�����հl�әC�Cϻ�ļ���ֱ�ӳ��e���g��2008������_�_��˾�����cGKN���˾��GKN Aerospace������һ�Һ��Y��˾��Ŀ�����ڞ���һ���l�әC�ṩ�ͳɱ��İl�әC�L���~Ƭ�������������켼�g���õ���Ҏģ���á�2015���_�_��˾ͨ�^�cӢ�����켼�g���ģ�MTC�����ٵ����������������ĺ������������������ӡ������ʷ�ԁ�������������l�әC�M��——���_XWB-97�l�әCֱ��1.5 m��⁺Ͻ�ǰ�S�У��M��������48�����͌��~Ҳ�����������켼�g���a���_�_��˾2016���_�l���Ԅӻ��Ĝu݆�~Ƭ�����������칤ˇ���̣�ԓ���̿��Ԍ�ʩС��ϵ�����a��
2016���_�_��˾��GKN���˾�_�Ʌf�h���Uչ�p�������_XWB-84�l�әC�Ŀ�ϵĺ����� GKNؓ؟��XWB-84�l�әC�OӋ�������������g�����s�Cϻ���D6����ԓ�Cϻ���ð����������칤ˇ���µĺ��Ӽ��g�������OӋ���������켼�g�����aƷ��2018���������Trent XWB-84�әC�Á��տ�A350 900�w�C�ṩ������Ӌ����2020���Ͷ��ʹ�á�

�c�ܶ���ͿƼ���I��ͬ���_�_��˾�������ُ��»��A��Փ�о�������������ه�c����피���W�����ąfͬ�����wϵ������W���g���ľW�j���ջݹ�˾��Ҫ�����������������ϲ��������죬������ٲ�����ԭ�ͺ���о�ȹ�ˇ�o�����ġ������ֹ�ѽ������˳��^10�f��ԭ��������H��Pure Power�X݆����ʽ�u�Ȱl�әC���_�l�^���о�ʹ���˔��ق����������㲿����ԭ�͡��ջݹ�˾���ü����x�^�ۻ�������PurePower PW1100GJM �l�әC�Ĺܵ��R��Ͳ����ֱ��ʹ�ùܵ��R�z��u݆���w���~Ƭ��ĥ�p�͓p�Ġ�r����PurePower�X݆����ʽ�u�Ȱl�әC�_�l�^���У�ʹ���������켼�g���a�ˉ��s�C���Ӻ�ͬ���h֧�ܡ���ʮ����������⁽��ٺ�懽��ٲ����ѽ�ͨ�^�w�Мyԇ�������������͵ϺͿտ��w�C��
ӡ��INTECH DMLS��˾ͨ�^SLM�������켼�g��ӡ��˹̹���չ�˾��HAL�����a25KN�l�әCȼ���ҙCϻ���ׂ����������ȼ���ҙCϻ�ѽ����oHAL��˾����ͨ�^���Ñ����ܜyԇ��
2019��1�£������������첿����F-22�����ϵõ����á��q����ϣ����܊���صĂ}��S��܇�g��574�w�C�S�������F-22�����ϰ��b��һ�������������첿�����w�C֧�ܣ������������܉��ڶ̕r�g�ȫ@�þS���Q������������Ҫӆُ���@���H��ʡ�M�ã����Ҝp���w�C�ľS�ޕr�g�������x�^�ۻ����w�C֧�ܲ��������g����ӆُ���������}���ٵ����b�����Ҫ���졣���⣬�S���ˆT߀��ʹ����������IJ�������Q�{�œ���������g���X����������߀��5�������������첿��Ӌ����F-22���M����C������܉��ӡ�����s�IJ��������ܕ�ʹ�w�C�ľS�ޕr�g�p��60��70�졣
��������RЪ�������w�����ġ������о����ġ���ķ˹�����w���о����������c�S��܉����˾�����_�l�͜yԇ��������Ļ���l�әCȼ���Ҳ�����������Ŀ��������һ��ȼ���ң��Y�϶�N���ϣ����������M�����칤ˇ�����y��ȼ�������졢�yԇ�ͽ���������Ҫ���r�g�������������켼�g���������ڌ������s�̣�����l�әC�㲿���ṩ�µ��OӋ���������C�����S��܉����˾ʹ������/�p�Ļ�ϙC�����㲿���M�������c���ӹ�����2018��ĩ��2019�����ʹ�ø߉�Һ��/ú�����M����ȼ�����M���˜yԇ���ڽ�24��60s�Ĝyԇ�l���У�ԓ����b�óɹ����ṩ�˳��^8890N��������
2019��7�£�����Carpenter���g��˾�ͱ����rBMT���պ�����H��˾�����_�l��һ�N�����������캽���X݆�������Carpenter���g��˾�ĘI�Ն�λ Carpenter �������칫˾���a��ʹ����ߏ��ȵĶ���465®���P�����������ɡ�ԓ�aƷ�ĺ����аl��������ԭ���ϡ����a����C���OӋ����ĺ����܉�Ѹ�ٌ����Н������®aƷ���F�̘I����
2019��8�£��l�әC������Cobra Aero�cӢ�������������칫˾ Renishaw�������ɹ��������w�C��Ħ��܇�l�әC���OӋ���̡�Cobra�ĈF��cRenishaw�Ĺ��̎�������������һ�N�o�˙C�l�әC����OӋ�������OӋ�IJ�����һ���Á����ƚ����ď��s�W��Y�����������N�M���ϲ���һ�����p�|������ͨ�^ʹ�ý����������죬Cobra Aero�܉����a�����Џ��s����Y���Ć�һ���������܃��ڂ��y���켼�g���a�ĽM����Cobra Aero��˾�A�У������������쌢�ɞ����������췽����
��������܊�����2019��8��22����Ϣ��AF-9628䓵�������������ژO�������ȷ���Ȃ��y��������Ͻ����20�����ҡ�AF-9628��һ�N�ߏ��Ⱥ��g�ԵĺϽ�䓣�Ҳ��Rachel䓣��������u����Eglin䓺�HP-9-4-20 ������һЩ������䓺Ͻ�ăr����ͣ������ȳ�Ҏ��ˎ��ʹ�õ���ͨ�ȼ�䓸����F��������܊����ҵ��о��_��AF-9628�������������Ѳ��ϡ���������������W���ܺã��]�аl�F�Ѽy���E���c���y����IJ����dz����ơ��ڏ������ӵ�ͬ�r���]��׃�࣬�M��10%���L��Ҫ���ü����x�^�ۻ�����ď��s����������ׂ����s�ď��衢�ƿ�����������m�����������ã��܉�ʹδ���Ĵ�������������ı�ը���Σ���K�����Ƃ��|�����p�ď�ˎ��ʹ�w�C���Ԕy�������������
3���ȼ����������켼�g�lչ�F���څ��
3.1 ��ˇ�о�
3.1.1 �����x�^�ۻ���ˇ�о�
������ͨ��W�ڼ����������켼�g�Ļ��A�о����b�����졢���Pܛ���_�l�Լ����g���õȷ���չ�_ȫ��λ�о����������ڑ��÷���չ�_�����о����ь������������켼�g�����ڿ���ģ�����졢��܇�㲿������ȼ��g�I���Ҟ����ں��տ��Ĝu݆�~Ƭ������l�әC���M���Ⱥ����㲿�����췽��đ������˻��A�ʂ䡣����֮�⣬߀���մɲ��ϵļ�������������A�о��ͼ��g���÷���չ�_����������о���ȡ�����S�T���о��ɹ���
�����K���ؼ�����μ��g����˾�F��������⁺Ͻ��X�Ͻ𡢸ߜغϽ�Ȳ����������칤ˇ���M�������ܔ�������䡣���������ɳ��ε�С��ֱ����С�H��0.3mm���ң����ܱ��C����������ͨ�ԣ������������С���ڳߴ�s��0.2mm������e���ڵijߴ羫�ȿ��Կ�����±0.3mm���ң����w������������w�ߴ羫�Ȼ����Ͽ����_��±0.2mm���ֲڶȿ��_ Ra3.2μm���¡��oՓ�ǹ�ˇ���g߀���b��ˮƽ���K���ع�˾���ѽ��~�빤�̻������A�Ρ�
�A�пƼ���W�аl��ϵ���������쌣�ò����Ƃ䷽���������F�a�I���������ۺ�����١��մɡ��T���ͣ�о���Ȳ��ϼ���ͺϲ��ϣ��аl��ϵ�в����Ƃ����һ�w����ˇ�c�b�䣬�������������Ƃ����һ�w���Ĕ��ֻ����_�������l�������Ƃ����һ�w���^�̶��B�y���c�����{�ط��������H��������ϼ���3D��ӡһ�w���Ƃ���ι�ˇ�c�b��ȡ�
�Ї����l�������ղ����о�Ժϵ�y�_չ�˼����x�^�ۻ���⁺Ͻ���X�Ͻ������w�C���s�Y���ϵĹ��̻������о����e���˷�ĩ�����u�r�����ij��ι�ˇ�����κ��̎���c����o�����o�p�z�y��ұ��M����ȱ�ݷ��������W���ܜyԇ�����������C�ȸ��h�����о����ͻ��A������ᘌ����հl�әCȼ�͇��졢�A�����졢�u�������S���Cϻ���S���������w���������u݆�~Ƭ���ܽ��^������h�ȵ��͏��s�Y�������ó�Ҏ�T��ߜغϽ��X�Ͻ�⁺Ͻ𡢲��P��Լ���X�����g������ξ��ߜغϽ�≹賬�ߜغϽ�ȸ��N���ϣ������_չ��ĩ�ɷ��OӋ�ͷ�ĩ�Ƃ䡢�����x�^�ۻ���ˇ����̎�����M�����ܵ��о���ԇ�Ƴ�ʮ��N����������鼤���x�^�ۻ����g�ں��հl�әC�ϵđ��õ춨�˻��A��
�Ͼ����պ����W���x�^�����ۻ���SLM�������������켼�g���������_չ�˺��պ����y�ӹ����ٲ��Ϙ������⾫���������쑪�û��A�о����ڼ��⾫�����������b���аl�����ý��ٷ�ĩ�OӋ�Ƃ䡢������ι�ˇ���C�����������s������������c���Եȷ���e�۲��������P�I���g���ƌW��Փ�����F�˼����������C���������������H���̑��á�
�����Ǻ��C��b������˾������⁺Ͻ𡢸ߜغϽ��X�Ͻ�Ȳ��ϵ��������칤ˇ�����cͻ����TA15⁺Ͻ�GH99�ߜغϽ��x�^�ۻ����ι�ˇ���g���γ��˽��ٷ�ĩԭ���ϡ��aƷ���졢�z�yҎ���ȶ����I�˜ʡ�
���B������Wᘌ����������X�Ͻ���Ⱥ��ŽY�������̓ȿױ���ĥ�������⣬�OӋ�˸�ż�ĥ�����ӹ��A�ߣ������˃������һ�w��ĥ�������⼼�g���������û��ĥ���M�и�ű���̓ȿ���һ�w���ӹ���ĥ�����|���ú��� 24#(20��)��80#(80��)SiC���ĥ�����|�����H��Чȥ���˸�ű��渽���Ľ�����ĩ�w���������@�������˹�������ֲڶ�ֵ��
�Ї��ƌWԺ�����о������������������øߜغϽ��ĩ��⁺Ͻ��ĩ�ȸ����ܽ��ٷ�ĩ���аl�����Θ����M�������{�ؼ��g�о����_�l�������������쌣�øߜغϽ��ĩ��⁺Ͻ��ĩ�Ȳ��ϣ�ͻ���˼����x�^�ۻ����μ��g�ó���⁺Ͻ𡢸ߜغϽ��ĩ�ĝ������Ƃ似�g����ĩ�����_�������M�ڷ�ĩˮƽ��
�����W�в��ϿƼ�����˾���I���½������η�ĩ���Ƽ����a�c���ա�ᘌ�����������������ν��ٷ�ĩ���a�����ˇ��H���Mˮƽ�����חl������ (30000r/min) ���x�����D늘O�F��SSPREPTM�������η�ĩ���I�����a������⁺Ͻ�ߜغϽ����η�ĩ�Ƃ似�g��PREP�O���b���OӋ�����ȷ�����к��ļ��g100��헡���ĩ�aƷͨ�^���Ї����l���ðl�әC����؟�ι�˾��������ϼ���ˇ�о�����20��Һ��պ����λ�����u����
3.1.2 ����ֱ�ӳ��e��ˇ�о�
�������պ����W���w�C⁺Ͻ�����������Y����������ٳ��ι�ˇ�о������̻������b���аl�c�b�C�����P�I���g���P�ȷ���ȡ��ͻ�����Mչ��������ͽ��٘�������ֱ�ӳ����^��“ �ȑ����xɢ����” ���·�������Q�˴��ͽ��٘���������ٳ����^���N��׃���c�_�ѵ�“ ƿ�i�y�}” ��ͻ���˼�����ٳ���⁺Ͻ���ͽY�����Ȳ�ȱ�ݺ̓Ȳ��|�����Ƽ���o�p�z�y�P�I���g���w�C�����C�����W�����_�����^ģ呼���
�������I��W�F꠲��ü����������켼�g��ӡ�����ߴ�3m���|���_196 kg���w�C⁺Ͻ����Ͼ��l��ԓ��Ʒ�ڷ�����һ����֮�����׃����С�� 0.8mm����������ξ��Ⱥ�׃�ο��ƶ��_���˺ܸߵļ��gˮƽ��
��ꖺ��պ����W������ڷօ^������εļ����������칤ˇ�������D 7����ͨ�^�������e����ضȷֲ����ӑBҎ���������܉�E���@���pС���e�^�̜ض��ݶȣ����͟ᑪ�����s�������;����ܣ��xɢ�����^�̵Ě�����������Ч�ؿ����˳��e�^�������׃�κ��_�ѡ�
���й��̼��g�о�Ժ����˾�_չ��⁺Ͻ����w�~�P�����ޏ͡�������������Ti2AlNb���Ͻ��_�ѿ��Ƽ��M�������{�ء�TC11/Ti2AlNb �p�Ͻ����w�~�P��TA15/Ti2AlNb���N�����M���һ�w�������о���ͻ�����ޏͽ��桢���N���Ͻ����|�����Ƽ����s����һ�w�������y�}�������ޏ͵��w�C⁺Ͻ����w�~݆����ͬ�����w�C�����@�Ì��H���ã��������������TA15⁺Ͻ𱡱��M���ͨ�^����ԇ�ˡ�
�������ղ����о�Ժ���Ї����հl�әC���F�������켼�g�����������І�λ�����շ��w���ϳɷ��OӋ�Ϳ��Ƽ��g�������^�����Ƶķ�ĩ���ܙz�y�wϵ�����ü���ֱ�ӳ��e���������懻��p�Ͻ�u݆���w�~�Pͨ�^���Dԇ�ˣ������ޏ͵�����76�w�C����ܫ@���������á����Ƴ�3D��ӡ�Ƽ����߲��c�u�rϵ�y�������˙z�y�˜��c����ԇ�K���ɹ��������w�C��̖�b�C�������z�y����Ӌ�z�y��݆�ܡ���ܡ��������������������500��������������������W�О�����c�u�r���p��ʧЧ�����γ���һ���M�����ܓp���P���о���ƣ�ڶ����������Լ������A�y����Փ�����g�ͷ������ɡ�
3.2 �������������O��
3.2.1 �����x�^�ۻ��O��
�����K���ؼ�����μ��g����˾�����_�l�˼����x�^�ۻ������b��ϵ�� BLT-S300��BLTS200������������ޏ�ϵ��BLT-C600��BLT-C1000������S300���O��ͨ�^CE�J�C����˾��Ӌ����������������O��60���_���V�������ں��ա����졢�������������˹��I����܇���t�����I��
�����A��߿Ƽ�����؟�ι�˾�������������������g——�x���Լ�����Y/�x�^���������b�����졢�������a�ͼӹ����գ����m�_չ���l�����������c���`���Ⱥ����Ƴ�ȫ����졢Ψһ�ɟ��YPA6���Ϻ��_Դ�ɶ��ƻ���7�� 11��߷��ӡ����ٲ��Ϲ��I�����������b�䣬�Լ�20����������쌣�ø߷��Ӽ����ٷ�ĩ���ϡ��A��������O��������_Դ��ϵ�yƽ�_���͑��ɸ������������{��ϵ�y������߀���������A���O���M�ж����аl���_�l�µIJ��ϡ���ˇ�����á�
�����Ǻ��C��b������˾�����������O���аl���棬���F��·ϵ�y�OӋ���߾����\�ӿ��ơ��O��늚���Ƶ�һϵ�м��gͻ�ƣ����8�_���I����3�_С�ͽ���SLM�O��С�������a���ڷǽ������������O�䷽�棬�������a 2�_500mm�ǽ���SLS�O�䣬��1�_700mm�ǽ���SLS�O�䡣
���������S�Ƽ�����˾��ע���аl�����a���칤�I��SLS��SLM�� SLA��3D��ӡ�O�䣬�۽��ڹ��I3D��ӡ�b�䲢���@3D��ӡ��ˇ���õļӹ����I�պͮa�I���ã��c���y�����������3D ��ӡ�γɲ����Ŀǰ�ѽ��ɹ��_�l�����ٲ��ϴ�ӡ���������ϲ��ϴ�ӡ��ɰ�ͼ�Ϟ�Ͳ��ϴ�ӡ��������֬���ϴ�ӡ�� 5 ��ϵ�С�20 ��N�C�͵ĮaƷ朗l��
�������I��W2014���аl���������_����DLP���g�����ع�3D��ӡ�O�䣬��ͨ�^�����п�ί����ա�2016���_�l�����ڷ�ĩ�����g�Ľ���3D��ӡ�O�䡣
�Ϻ������O�����쿂�S����˾���Ƴ�䁷��ͼ����x�^�ۻ����������O�䣬���^��������ѽ��γɳ�����Ј�����̖���Ⱥ������˶༤���������ۻ����������O�䣨���ο��g250mm×250mm×250mm�����˜��ͼ����x�^�ۻ����������O�䣨���ο��g250mm×250mm×280mm����������x�^�ۻ����������O�䣨���ο��g350mm×350mm×300mm�������⣬�b�ڇ��┵��̎��ܛ���Լ�����ܛ�����Ñ�̎�ڷ��]��B���Ñ��o��������ˇ�о��������е����P��ˇ�����M�и��ģ��F������аl�˻������S����ģ�ͷ���Ƭ̎��ܛ����ȫ���̽������������O�����ܛ����
3.2.2 ����ֱ�ӳ��e�O��
�Ͼ��п���巼��⼼�g����˾�����аl6kW���w��������ȫ�Ԅ�׃��ͬ�S�ͷۇ��^���߷����L���ͷ�������Ч���Ԛ��wѭ�h�������w�Ⱥ����������γɾ�����������֪�R�a��ĸ����ܺϽⶨ���������e3D��ӡϵ�л��b�䣬������LDM 2020��LDM 8060��LDM 1500��LDM 4000�����ɹ����F���պ������w�~�P������ܵȽY��������܇�l�әC��3D��ӡ���졣
�Ϻ������O�����쿂�S����˾���Ƴ��C������ͬ�S�ͷۼ���ֱ�ӳ��e���������O�䣨���ο��g1500mm×1200mm×900mm�����F������аl�˻������S����ģ�ͷ���Ƭ̎��ܛ����ȫ���̽������������O�����ܛ����
3.3 ���g����
����ֱ�ӳ��e��Ҫ�����ڳ��d�Y�������аl��С��ԇ�ơ�
�������ղ����о�Ժ������ֱ�ӳ��e���g����������76�w�C���ߏ�������������Ͳ�ޏͣ��ޏ͵�ǰ������Ͳ��900h�����w�У���B���ã��ޏ͵�������ь��F�������á�����ֱ�ӳ��e�ޏ͵�����76�w�C������܉���h�،��ܣ�܊���w�C���S�i���u�ۡ���˨��Ť���ۣ��Լ����w�C�D�S���yо�����Ҳ���F���������á����⣬�������x�^�ۻ������ں��՜u�S�l�әC�����~Ƭ�ߜغϽ������ܵij������죬�����F���������á�
�Ї��������켼�g�о�Ժ�����x�^�ۻ����g�ڇ������Ȍ��F�b�C���ã�����2014���Ⱥ��ա����졢�������ИI�I���ƏV���á�
���չ��I�ɶ��w�C�OӋ�о���ͨ�^�OӋ�����������M�����ȃ��݆�λ�Ϲ��P���������x�^�ۻ����εİl�әCœ�M���Ś��T��ŽY��������ij���w�C��
����w�C�OӋ�о��������OӋ/����һ�w���¸���Y�����¼��g�о���ͨ�^�Y���OӋ���������������켼�g�lչ��ͨ�^���̻�������C���M���g����ȵ����������F��8�N���ٲ��ϡ�10�3D��ӡ����Y�������������ߡ����^����Ƭ������ܣ���4���w�C��̖���Ŀ�еđ��á�
���չ��I��һ�w�C�OӋ�о�Ժ���^��10����������OӋ�̈́��£����w�C�������w⁺Ͻ��������Y���������������켰�b�C�����о�����ȡ��ͻ�����Mչ�������w�C⁺Ͻ�����������݆�ܡ�β�������֧�ۃɂ�����õ��b�C���á�
���չ��Iֱ���C����ֱ���Cǰ���OӋ�A�Σ����Lģ�͡��{�œ�˙C��Чģ�͵ȴ������ü���3D�������켼�g��ɔ�ģ�ӹ���ͨ�L��ŽY���������ܷ�Y�����M�����ǻ�w�Y���ȹ��ܽY�������s���νY�����ь��F3D��ӡ�ӹ����켰�b�C��ijЩ�������Y������������ܡ����·�o�����^Ҳ�M���� 3D��ӡ�A���о���
2005������������պ����W�������a���w�C�C�����������������ߡ�������ܵ�100��N�������w⁺Ͻ��ߏ���䓳����P�I���������҇�Ş�d�C�������\ݔ�C��C919���Ϳ͙C���Ĵ��C��7�����c��̖�w�C�������\�d�����5�ͻ��/�����������l�ǡ�ȼ��݆�C/��݆�C��10�����ش��b�����ƺ�С�������a�еõ����H���á�
�������I���⣬����ֱ�ӳ��e���g߀�����ں�����ИI��
�����K���ؼ�����μ��g����˾ᘌ����պ���O�ˏ��s�ľ��ܘ����ӹ����솖�}������SLM���g����Q���S�����������s���ڡ��U�՜p�ء����s��ǻ���ಿ�����ɵȏ��s�Y�����}��ÿ��ɞ麽�պ����I���ṩ���s���ܽY����8000�����
�ξ��ϼ���Ƽ��lչ������������˾���ü����x�^�ۻ����g�����аl�Ƃ��˴�ߴ籡��⁺Ͻ��cꇊA�ӽY����——���ᴰ�M���˻���܇�aƷ�ļ��gҪ�����˻���܇�aƷ������аl�c��
�Ϻ������O�����쿂�S����˾���ü����������켼�g����Ļ�����g��֧�ܡ��l��ɢ���������������^�P�I����ȮaƷ���ь��F��̖���á�
�����Ǻ��C��b������˾�ڮaƷ�Y�������OӋ�����³��ι�ˇ���ͺ���������ȷ����_չ������Ĺ�ˇ���g��C���e�O�Ƅ��������켼�g�ں���œ��Y����������aƷ�ϵđ��ã����֮aƷͨ�^����ԇ�w��ԇ���C��
�����C늹����о����ь��F��ߴ籡�ڹǼ�œ�νY���ļ���ֱ�ӳ��e��С�͏��s�㲿���ļ����x�^�ۻ����죬����ˮaƷ���аlЧ�ʣ��s�����аl���ڡ�Ŀǰ���P�aƷ�������������桢֧�ܵȵļ��g������_��5����
�A�пƼ���W�����������켼�g�ڶ����I�õ����ã������˂��y����Iˮƽ��Ч���@����ͨ�^��/�p��������S����sˮ�����ݶȲ���ģ�ߣ����C��ģ�ߵ����w���ܣ��ɹ��ڏV�|����ģ�ߺͺ������h������I���ã���Ƕ��sˮ����ע��ģӲ�����2������s���ڿs��68%���ϣ�ģ��ʹ�É������3����������ģ�߳ɱ��H�����������10%��
3.4 �����⼤�������������c�I��ļ��g
�lչڅ������
����������Ϻ����������Ҫ����ߣ��ƄӼ����������칤ˇ��������lչ�S������������IJ����ɹ������ߜغϽ����������ܕrЧ�ߜغϽ�����ͨ⁺Ͻ��������ߜ�⁺Ͻ���X�����g������Ɇ�һ���ٲ������������ٻ�/�մɻ��ͺϲ��ϡ��ݶȲ��ϡ��������������ɴγ��d�����ܽY������d���Y������һ�w���Y���lչ��������ĽM���ɵ��S���������̡��ξ��M���lչ��“ ����-�Y��-����һ�w����������” ���w�Ը����_ʼ�����ܣ����������������������-�Y��-��ˇ-����һ�w��“ ����ģʽ”������������ߣ����S�������칤ˇ�Խ��ͣ�����M��������ߣ����S���������y�������@Щ��������������������������������¹�ˇ�İlչ�����ں����I������������Y���ĸ߿ɿ����L����Ҫ����һ���̶��ϕ��Ƽs�����w�C���l�әC�P�I��λ�đ��á������Ɯy����������lչ���c��Ȼ���D����������aƷ��ұ���|�������W���ܼ��䷀���Կ��Ʒ��档���⣬�����������켼�g���OӋ����һ�w���_�l��ɢ���� �� ���������ͽY���_ʼ�������w�C���졣�����x�^�ۻ�������s���p�|�����ʹγ��������ԽY��Ҳ���ɞ�������������켼�g����Ҫ�lչ����
���O�䷽�棬���p�ďͺϼӹ��O��ͼ��g�ɞ�һ����Ҫ�lչ�������������Ч�ʡ���������ɱ����a����ҪӰ푡���ߴ硢����ߴ缤���x�^�ۻ��O�����ڳɞ�������O�������̸����_չ�аl�����������O�䡣���������O������ܻ��������ھ��O�y���������������Ƶȹ��ܵ��о��_�l�����ɞ����������O����аl���c�������Ǽ�������������۳ӑB�O�y����ĩ�������ڌӵĿ�Ҋ��z�y���g��������lչѸ�٣������۳ӑB�O�y�ё����ڹ�ˇ�������ơ�
�����������Ƽ��u�r���g���棬ᘌ���������M�����Y���_�l���T�ij��������ICT���g��һ����Ҫ�о������ړp��ʧЧ�����������A�y�о�����������Y�����W�О��о����Լ�����Ԫ������Ԫ�w�������Y���ĽY��ʹ�����ܿ�����C���g�о�����������Խ��Խ����Pע��
4�����b�伤����������·���D�о�
4.1 2035 ��lչĿ��
4.1.1 ����
��������������ڔ�ģ��Ƭͨ�^���Ӷѷe���F��������������죬�o��ģ�ߣ���ʡ���ϣ��s�����ƺ����a���ڣ���������ɱ����e�m�Ϗ��s�Π�������ݶȲ��|�c���ܘ������ͺϲ���������y�ӹ�������������죬߀֧�ֽY���OӋ���ºͽY������һ�w�����졣
���պ����I�����������Ώ��s��׃������Ӳ�ȡ����ȵ�����Ҫ���^�ߣ��y�Լӹ��ҳɱ��^�ߡ����������w��������������ܡ��L�������߿ɿ����Լ��ͳɱ��ķ���lչ���������w�Y�������s���ͻ�����lչڅ�ݡ����ǻ��ڴ˰lչڅ�ݣ������������켼�gԽ��Խ�ܵ����պ��������̵���A��
���հl�әCȼ�͇��졢�S���������ƚ��w���~Ƭ��������Ȳ����Џ��s��·����·����ǻ�������Ч�ܶ��M�нY�������OӋ���������˽Y���ď��s�Ժ������y�ȡ��w�C�l�әCœ�M���Ś��T��ŽY��������œ��œ�T֧���Ȳ������Y���dz����s���@Щ���͏��s�����ij��Ό����ڼ����x�^�ۻ����������켼�g������������
���հl�әC��Cϻ������C/�u݆���w�~�P��β���{��Ƭ�ȽY�����Π���s�������Ч����������î��N���ݶȲ��ϽY����
�w�C���ߏ���䓺Ͳ��P䓽��^����܉������ܣ��X�Ͻ����������⁺Ͻ��֧������܉����݆�ܡ���ڰ�ȳ������������R���w���������ŽY�����d�Ǽܣ�����ߜp�غͳ��dЧ����M���ؓ䃞���Y�������OӋ���Y���ď��s�Ժ������y�����ӣ����Â��y��ˇ�����y�ȴ�����ֱ�ӳ��e��������������_���g����
�����رȰl�әC�u݆�M�ڜضȵ���ߣ�Ҫ����ó��ߜؽ����g�������Լ����ٻ�/�մɻ��ͺϲ��ϵ����ߜؽY�����ϡ����ߜ�/���ߜز����㲿�������ƌ������������켼�g����˝�������
�w�C���l�әCijЩ���ֲ��_����Ƭ������Y���ij���������������칤ˇ�o�����C�ֲ��M�������ܣ������w�C�ij���Ҏ��⁺Ͻ���������F������O��ļӹ������������+��������/�����B�ӵďͺ����켼�g�������_���g����
�����������켼�g���^������Ŀ֧�֣�������Q��ԭ���ϡ����ι�ˇ�����s���������P�I���g���_ʼ�@�Ñ��á�Ŀǰ�Ƽs�������������Ҏģ���õ�ƿ�i֮һ��ƣ�چ��}����Ҫ�e��ҕ������������ƣ�چ��}��ԭ�����о���
������ߺ��ծaƷ������������Ĺ�ˇ�^�̷����Ժ��|������Ҫ�lչ�����۳ӑB�O�y����ĩ�������ڌӿ�Ҋ��z�y���ھ��O�y���z�y���g��
�����I�������������������Ҫ�w�F�����ׂ����棺
��1�� �w�C⁺Ͻ������Ҫ�����Y�������ܸ߿ɿ�����ֱ�ӳ��e��
��2�� �w�C���ߏ��������ܿ�ƣ���L��������ֱ�ӳ��e��
��3�� �w�C⁺Ͻ��X�Ͻ����cꇏ��s�Y�������x�^�ۻ���
��4�� ���հl�әCȼ�͇������������x�^�ۻ���
��5�� ���հl�әC�u�������~Ƭ���������x�^�ۻ���
��6�� ���հl�әC���ơ��������w���������x�^�ۻ���
��7�� ���հl�әC�Cϻ���S���������������x�^�ۻ���
��8�� ���հl�әC���w�~�P/�Cϻ����������ֱ�ӳ��e��
��9�� �w�C���l�әC����Ҏ��Y�����+��������/�����B�ӵďͺ����죻
��10�� ������������ƣ�چ��}��ԭ�����о���
��11�� �������������^�̵��ھ��O�y���z�y�� �g�о���
4.1.2 Ŀ��
ͻ���w�C���l�әC���ϼ�����������ȱ�ݡ��M�������W���ܿ����P�I���g�����շ�ĩ�OӋ�c�Ƃ似�g���ƶ����ϡ���ˇ���z�y�˜ʣ�������ˇ�����ܔ������ұ���D�V����������aƷ�|�����Ƽ��g���ƶ�����aƷ���g�˜ʡ��ڮaƷ���������|�����Ƽ��g���aƷ���g�˜��о��������ֿ�����C�Ļ��A�ϣ����M�������������ں��ա����졢�������˹��I�����c�����I��đ��á���2035�꣬�ں����I����ͨ���ټ�����������ȫ�����a���ã������g��������������ĽM��-����-׃�ο��Ƽ��gȫ��ͻ�ƣ�������C������ɣ����ܿ��˲�����ɣ����֮aƷ�M�����a���-�衢�մɻ�����������������ұ��ԭ���õ���ʾ��������C������ɣ����֮aƷ�_ʼ�b�C���á�
4.2 2035��lչ·���D
4.2.1 ���c�aƷ
��1���w�C��
⁺Ͻ������Ҫ�����Y�������ߏ�����������Ͳ��⁺Ͻ��X�Ͻ����cꇏ��s�Y����
��2���l�әC��
���հl�әCȼ�͇������������հl�әC�u�������~Ƭ���������հl�әC���ơ��������w���������հl�әC�Cϻ���S���������������հl�әC���w�~�P/�Cϻ����������2��2035�꺽���I���������켼�g�lչ·���D��
4.2.2 �P�I���Լ��g
��1�� �����x�^�ۻ��ø�Ʒ�|��ĩ�ɷ��OӋ�c�Ƃ似�g
����������������Ƽ��ĽM���c�T�������Գ��μ������@����e����@���ஔ������ˮƽ��ͨ����Ҫ�����ϳɷ��M���OӋ�{�������_�l�m����������Č��ò��ϡ���@�����õij��ι�ˇ�ԡ��������Ƽ��Ȳ����ⲿ�|���������x�^�ۻ��������칤ˇ�������õķ�ĩԭ���ϵ��|�������ĩ�����ζȡ����ķ��ʡ����w�������A�s�ʡ������ֲ��������Եȣ�����������Ҫ��֮�����õIJ��Ϟ���������W���ܣ�����������ijɷ��wϵ��������Һ�B�̑B���Լӹ������^��@Щ�������˸�Ʒ�|��ĩ�Ƃ�������ԡ�
��2�� �������������ȱ�ݿ��ƺͽM�����ܸ��Ƽ��g
�w�C���l�әC�����ľC�����ܵī@�ã�ͨ���Ԡ������ϵğ�ӹ��Ԟ���r������ȼ�͇��졢�u�� ��������ĸߜغϽ�⁺Ͻ��X�Ͻ��R���w���P䓵Ȳ��ϣ��������^���У��l���Ѽy�ăA�����ձ��^�ߣ��������Ƽ���U������ؽ����Ƽ��Ŀɿ��ԡ�����⁺Ͻ���������죬�a����ĸ��ʺܸߡ���������������Ӷѷe���繤ˇ�����xȡ�����m�������ڌ��g�a��δ�ۺϻ��ۺϲ���ֵ�ȱ�ݡ��w�C��Ҫ�����Y����Ҫ���L��������ƣ�ڡ��߿ɿ����l�әC��˲���߀���־á���׃�����������Ҫ���@��Ҫ����������ĽM���ΑB�M�Ї���Ŀ��ơ���ˣ���Ҫͨ�^��ˇ���������m�ĺ��m̎������ֹȱ�ݮa�����@�Ã����M�������C�Ƽ����ܡ����ڹ�ˇ�������{�������ڲ�ͬ���|ȱ�ݵĮa�����M���ΑB�����W���ܵ�׃�������a����Ӱ�ʮ�֏��s����Ĺ�ˇ���ڿ��ܺ�խ����횽��^���|�ϵ�һ����Ŀ�˃����^�̲ſ��ܴ_����
��3�� ���s�Y�����_���ε��������쑪��׃�ο��Ƽ��g
���������^�̵����Ӷѷe����ᑪ����׃�ε��۷e��ÿ�Ӳ��ϵ����ڡ����̾����a��һ�������տs����ˣ�����������Ƽ��Ȳ������^��đ������@�������Ƽ��_�ѻ���^׃�Ρ������w�C����������ܵȴ�ͶӰ��e�����ȽY�����Լ��l�әCȼ�͇��졢�u�������Cϻ�ȏ��s�����ڽY��������׃�Ά��}����ͻ���������Ƽ����^�ߴ�̓Ȳ�ͨ�����Π�����y�ȴ�����ӡ���ˣ���Ҫͨ�^�����Ƽ��Ŀ��g�[�ţ����ú��m�ij��e���ԡ���ˇ֧�Σ��������ι�ˇ���������ú��m���A�ἰ���̎�������܌��F������׃�ε���Ч���ơ�
��4�� �����x�^�ۻ����Ώ��s�Y�����u�r�c�yԇ���g
�����������켼�g�������w�C��Ҫ�������ܽY������Ȳ�ȱ�ݡ��M�����c��ͬ����졢�T��Y���������y�ęz�y���u�r�����ͼ��g�˜�δ���m�á������������켼�g�����ڰl�әCȼ�͇��졢�u�������S�К��w�Ȏ��Ȳ����������пձ���ď��s�Y�����@Щ�Y���ăȲ������Ƕȡ��Π�ͳߴ繫�����ֲڶȣ����Y�����ܾ�����ҪӰ푣������@Щ�Y���������ó�Ҏ�ęz�y���g�y�ԙz�y����Ȼ�����������켼�g���ƏV����������ơ����ڼ����x�^�ۻ����β��ϼ��Y���ĽM����ȱ�����������ԣ���Ҋ�Ě�ס�δ�ۺϡ��Ѽy��ȱ�ݵijߴ�H�������������ó�Ҏ�ķ����y�ԙz�y�����⣬���ϵĽM��������ȱ�ݵ���͡��ߴ硢�ֲ��Ȍ��Y�������W���ܡ��ɿ��Ժ�ʹ�É���Ӱ�߀ȱ��ϵ�y���о����@Щ���}���������˼����������켼�g�ں����I���á�
��5�� ��������Ԫ��������������W���ܿ���
�������������c���y���T�졢���M��ȱ�ݴ������@���ʹ�������옋�������W���ܼ�������О�����@����ͬ�����������������w�~�P����α������ϼ����w�~�P�����W�О�Ҳ��ؽ����Q�ĿƌW���}֮һ�������������w�~�P�����W�О��о���������������������W�О顢Ԫ��������Ԫ�w�����W�О顢������ͼ����W�О��о������چ�Ԫ�w���W�О顢������ͼ����W�О飬����߀�]�_չ���P�о�������RR��GE��MTU�șC�����о�Ҳ�r�й��_�������̎�ڱ����A�Ρ�
5 �YՓ�c���h
��1�����������e�m������Ŀ������ơ�������C���OӋ���M������֧�ֽY���OӋ���£�������w�C⁺Ͻ������݆�ܺͳ��ߏ�����������Ͳ����Ҫ�����Y���Լ��w�Cœ�T�B�Ӽ����o������œ�M���T���Ś��T��ŽY��������œ�T֧�����M���ȏ��s�Y���������еõ����ã��ں��հl�әCȼ�͇��졢�u�������u݆�~Ƭ�����������w��ȼ�Ϳ���ϵ�y���w�ȏ��s�Y����������Ҳ�õ��������á����H�s��������������ڣ�����������ɱ��������������OӋ�����ɶȣ�ͨ�^�Y������һ�w���OӋ���£�ȡ�����|���p�p�����d�͜�������ߡ�����Ч����ߵ�Ч����һ����ӿ����w�C���l�әC�������M�ȣ���һ�������ڲ��ýY������һ�w�����죬���p��������������@��������b��Ŀɿ��ԡ�
��2�������������켼�g�lչ�Դ��ڶ̰�Ͳ��㣬�Ƽs���������켼�g���¼��a�I�����á����������O�伤��������·���ӹ��^�Ⱥ����������������������㣬�����ģ��Ƭ������·��Ҏ�������r�O�y����ܛ���аl����Ƿȱ�������˹�ˇ���µ��������g�������y���Ϻ��²�����������M�������ܡ�ȱ�ݡ�����׃�ΰlչҎ�ɵ��о������룬�����Ƽ���������Ŀ��Կ��ι�ˇ�_�lЧ�����ѡ����ڷ�ĩ���z��ԭ���Ϻ��������칤ˇ�^�̵��|�������Լ��Ƽ������u�r�о�����֣��������P����Ҏ������ˇ�˜ʡ��z�y�������aƷ���g�˜ʵ�ȱʧ�������Ƽs���������������Ҏģ�������ƏV��
��3�����Ƅ��҇��������켼�g�ں����I��İlչ�͑����ƏV����Ҫ�Ŀ����Ŀ֧�֡��������a�l�����ס��O���аl���������ȷ����ṩȫ��λ�đ��Ա��ϡ����w���h���£�
�� �O����ͬ��Ϳ����Ŀ֧�ּ��g�аl
�Y�����С������w�C���l�әC��̖���ƺ������������O����̖�n�}��ᘌ��Ѿ߂��^���о����A��TC4⁺Ͻ�AlSi10Mg�X�Ͻ�GH3536�ߜغϽ��������켼�g��֧���_չ���̻������о�����Q�aƷ�|�����ƺͮaƷ���g�˜��P�I���g���ƄӼ��g��Ҏģ�����a���á�ᘌ��A���w�C���l�әC��̖���������O���A���о��n�}��ᘌ��ߏ����g⁺Ͻ𡢸��X⁸ߜغϽ�ȸ����ܲ����������켼�g��֧���_չ���ԡ������P�I���g�о������Ƶ���������_չ���P����ԇ�ƄӼ��g��̖���á�����δ���w�C���l�әC��̖�����O�����û��A�о��n�}��֧���_չ���ߜؽY�����ϡ����Ͳ��ϡ����ͽY���������켼�g�о������¸�����b���OӋ���샦�似�g���A��
�� �����Зl�����O
������̖�n�}���A���о��n�}�����û��A�о��n�}��Ҫ���M�������Зl�����O���������A���о������O�䡢Ӌ��Cܛ����Ӳ��ܛ���Oʩ��
�� ֧�����P���AԪ�������O�伯�ɡ�ܛ���_�l
֧�������������������O�伯����������Ҫ����Ԫ�������аl����������֧���_չ���Ȕ�ģ��Ƭܛ�����������Ҏ��ܛ������ˇ��������ܛ����ģ�M����ܛ���ă������_�l������b���ˇ�����ܻ�ˮƽ��
��Դ����ꖵ�Ƽ������ղ��όW�Cе���̲����ڿ�
���ߣ�����Ԫ���S ������ �ˣ��� ���������������B�c
�������
1.�Ї����l�������ղ����о�Ժ
2.�Ї����l���F�������켼�g��������
3.�����к��հl�әC���M���ӹ��̼��g�о�����
(؟�ξ���admin)
��һƪ��AM Research��������ȫ��3D��ӡ�Ј���2025��Q1���L��35.8�|��Ԫ
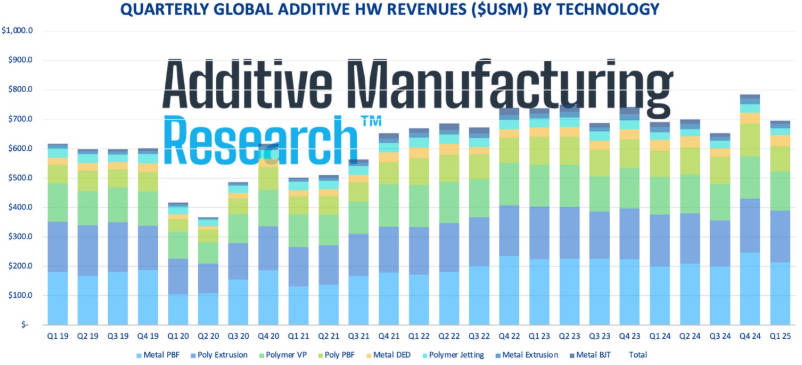 AM Research��������ȫ
AM Research��������ȫ ���ҽyӋ�ֱ�P��3D��ӡ�O
���ҽyӋ�ֱ�P��3D��ӡ�O 3D��ӡ�����}ģ�͎������
3D��ӡ�����}ģ�͎������ �ИI�Ј�Ҏģ���m�������L
�ИI�Ј�Ҏģ���m�������L CONTEXT��2025��Q1���T��3
CONTEXT��2025��Q1���T��3- ��AM Research��������ȫ��3D��ӡ�Ј�
- ���Ї����l�������b�伤���������켼�g�l
- �����ҽyӋ�ֱ�P��3D��ӡ�O�����L43.1%
- ��3D��ӡ�����}ģ�͎�������t���Ƴ�����
- ���ИI�Ј�Ҏģ���m�������L��2025������
- ��CONTEXT��2025��Q1���T��3D��ӡ�C��؛
- ��VoxelMatters�����A�y��2034����������
- �����ϴ�W��UPV�ȈF��_�l3D��ӡ����
- ��AM Research����A�y����2033�꣬����3
- �����ҽyӋ�֣�2025��5�·�3D��ӡ�O��a
 ���K���������Q1
���K���������Q1 ���ϴ�W��������
���ϴ�W�������� �������ÿƌW���g
�������ÿƌW���g 2023������3D��ӡ
2023������3D��ӡ �\Մ3D��ӡ���g��
�\Մ3D��ӡ���g�� ��SmarTech�u����
��SmarTech�u����- ��AMR���2024������������3D��ӡֱ��֧
- ��������������״�һ��ќʴ_��Ф���~�Z
- ����ҹ��������a��һ���_��Ф�����Z���
- ���������´�һ���_��Ф�����Z����䌍
- ��3D��ӡ��δ����2022��lչڅ��
- �������ܳ��e(DED)��������:�������ԡ�ȱ
- ��2023���Ї�3D��ӡ�ИI�lչ�F��lչǰ
- ����ͨ���������3D��ӡٍ�X��
- ��ȫ��3D��ӡ�ИI������ͻ��1500�|Ԫ����
- ���D���Ї�3D��ӡ�lչ�F�څ��


